НОВЫЕ КОНСТРУКЦИИ ЛЕПЕСТКОВЫХ ШЛИФОВАЛЬНЫХ КРУГОВ
NEW DESIGN FLAP GRINDING
Шатько Д.Б. (КузГТУ, г. Кемерово, РФ)
Shatko D.B. (The Kuzbass state technical university)
Рассмотрены пути создания новых конструкций лепестковых шлифовальных кругов на основе использования абразивных зерен с заданной формой и ориентацией.
Look at ways to create new designs for radar grinding using abrasive grains with the specified shape and orientation.
Ключевые слова: шлифование, форма, ориентация, абразив
Keywords: grinding, form, orientation, abrasive
Большое разнообразие конструкций и типоразмеров лепестковых шлифовальных кругов, выпускаемых отечественной и зарубежной промышленностью, объединяет общая черта – все они изготовлены из абразивных зерен произвольной пространственной формы, а зачастую и неориентированных относительно поверхности основы лепестка. В результате этого, лишь малая часть зерен, находящихся на поверхности лепестка, принимает активное участие в процессе резания. По разным оценкам эта часть для разных видов инструментов колеблется в пределах 10-20%.
Среди прочих причин неэффективной работы зерен и инструмента в целом, можно выделить следующие – плохое качество связки, дефекты структуры инструмента, дефекты самих зерен, слабая адгезия зерен со связкой и т.д. Данные дефекты легко устраняются введением соответствующих контрольных операций в техпроцесс изготовления инструмента, тем самым, исключая возможность появления описанных дефектов в готовых кругах.
Исходя из этого, большую перспективу имеют, такие факторы, с помощью которых можно значительно влиять на эффективность работы инструмента, как форма зерен и их расположение в теле инструмента. Важность этих факторов определяется тем, что каждое зерно – это микроскопический режущий клин и, если, не обращать должного внимания на геометрию этого клина (т.е., как следствие, на форму и ориентацию зерна), то и не следует ожидать высоких результатов от работы такого клина.
При изготовлении шлифовальных зерен по стандартной технологии, предусматривающей дробление слитков абразивного материала на различном оборудовании с последующим рассевом на ситах, абразивные зерна приобретают произвольную форму. Форма может варьироваться в достаточно широком диапазоне: от пластинчатых (иглообразных) до изометрических (сферообразных) разновидностей. На рисунке 1 наглядно представлена форма абразивного зерна 13А40 из двух крайних ячеек вибрационного сепаратора после рассева. Применительно к абразивным материалам установлено, что форма зерна, приобретаемая им в процессе изготовления, во многом зависит от химсостава выплавляемого слитка, его размеров, режима охлаждения, способа дробления и.т.д. Влияние этих параметров предопределяет форму и геометрию зерна в ходе измельчения абразивного слитка.

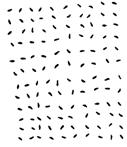
а) 1 ячейка б) 10 ячейка
Рисунок 1- Форма абразивного зерна 13А40 из двух крайних ячеек:
а) изометрическая; б) игольчатая
В процессе изготовления шлифовальной шкурки, из которой впоследствии получают лепестки круга, абразивный материал наносится на основу механическим или электростатическим способом.
При механическом способе абразивный материал плотным слоем рассыпается по всей ширине движущейся основы, покрытой клеем, и вдавливается в клеевой слой вращающимся валиком. Плохо приклеившиеся или совсем не приклеившиеся абразивные зерна удаляются с помощью специального отбойного приспособления.
При более прогрессивном электростатическом способе происходит ориентация абразивных зерен так, что их наибольшая ось располагается перпендикулярно поверхности основы. Таким образом, на основу наносится один слой вертикально расположенных зерен, что придает шкурке большую истирающую способность, чем при механическом способе.
Если при механическом способе зерна имеют “прикатанное” расположение (рис. 2, а), то при электростатическом для них характерно направленное, т.е. ориентированное наиболее выгодное расположение (рис.2, б).

а)

б)
Рисунок 2- Сечение абразивной шкурки, изготовленной:
а) механическим; б) электростатическим способами
Зерна стараются ориентировать так, чтобы в процессе работы они создавали меньшие кинематические углы резания. Такой прием обеспечивает, с одной стороны, увеличение стойкости шкурки за счет снижения сил резания и уменьшения осыпаемости зерен, с другой – способствует повышению производительности и качества обработанной поверхности.
В настоящее время существует множество способов электростатического нанесения абразивного зерна при изготовлении шлифовальных шкурок. Общими чертами данных методов является наличие в их составе источника высокого напряжения и двух электродов – заряжающего и осадительного, в межэлектродном пространстве которых под действием электростатических сил поля и происходит ориентация абразива. Различия, как правило, состоят в введении новых элементов в стандартную схему для улучшения ее характеристик.
С целью повышения эффективности процесса шлифования лепестковыми кругами (за счет повышения производительности и качества обработанной поверхности), предлагается внедрить дополнительные операции в стандартный техпроцесс изготовления кругов, а именно – разделение абразивной массы по признаку формы с последующей ориентацией под определенным углом к поверхности основы лепестка.
Конструкция лепесткового круга, изготовленного по новой технологии, может иметь вид, представленный на рисунке 3.
 а)
а) б)
б)
Рисунок 3- Конструкция лепесткового круга:
а) общий вид; б) участок лепестка из ориентированных зерен с контролируемой формой [Патент № 2240224]
Изготовление опытной партии экспериментальных лепестковых кругов КЛ 150х30х32 13А40Н [Кф] С2 А, на конструкцию которых получен патент РФ № 2240224, производилось в условиях кафедры “Металлорежущие станки и инструменты”, КузГТУ. Экспериментальные лепестковые круги выполнены из шкурки, содержащей отсортированные по форме абразивные зерна, которые упорядоченно расположены относительно основы лепестка. На рис. 3, а показан общий вид лепесткового круга, а на рис. 3, б – конструкция лепестка из ориентированных зерен с контролируемой формой.
Лепестковый круг состоит из корпуса 1 (рис. 3, а) и набора лепестков 2 из шлифовальной шкурки на тканевой основе. Лепестки, с целью повышения плотности упаковки, содержат участки безабразивного слоя 3 и участки с абразивным зерном 4. Шлифовальная шкурка, из которой выполнены лепестки, изготовлена с использованием абразивных зерен отсортированных по форме. Форма зерна выбиралась в зависимости от вида выполняемых работ. Например, для обдирочных черновых работ с большим съемом материала наиболее эффективны зерна игольчатой формы, а для чистовых работ предпочтительны округлые изометрические зерна. Отсортированные по форме зерна ориентированы перпендикулярно поверхности основы шлифовальной шкурки, из которой выполнен лепесток, с помощью электростатического поля по традиционной технологии.
Лепестки состоят из гибкой тканевой основы 5 (рис. 3, б), основного слоя связующего 6, закрепляющего слоя связующего 7 и ориентированных электростатическим способом абразивных зерен 8 определенной формы.
Изготовление экспериментальных лепестковых кругов выполнялось по типовой технологической схеме на специально спроектированном оборудовании. За исключением того, что в качестве абразивного материала использовались не стандартные, а классифицированные по форме шлифовальные зёрна нормального электрокорунда 13А40.
Преимущество представленной конструкции состоит в том, что за счет применения ориентированных зерен с заданной формой повышается производительность процесса шлифования и улучшается качество обрабатываемой поверхности.
Список использованных источников
1. Патент 2240224 РФ, 7 В 24 D 13/00, 11/00. Лепестковый круг / А.Н. Коротков, Д.Б. Шатько – заявл. 04.12.2002.; Опубл. 20.11.2004, Бюл. №32.
2. Коротков А.Н., Шатько Д.Б. Повышение работоспособности лепестковых шлифовальных кругов: монография. – ГУ КузГТУ. – Кемерово, 2005. -184 с.