ПРАКТИЧЕСКИЕ АСПЕКТЫ ИСПОЛЬЗОВАНИЯ ВЫСОКОСКОРОСТНОГО ГАЗОТЕРМИЧЕСКОГО НАПЫЛЕНИЯ
INVESTIGATION OF WARE RESISTANCE OF COATINGS, FORMED BY COOL GAS DYNAMIC SPRAYING
Кузнецов Ю.А., Панюшкин М.А. (ФГБОУ ВПО ОрелГАУ, г.Орел, РФ)
Kuznetsov Y., Panyushkin M. (Orel State Agrarian University, Orel, Russian Federation)
Приведены варианты применения деталей с покрытиями, полученными высокоскоростным газотермическим напылением.
Variants of parts with coatings obtained by high-speed thermal spraying are given
Ключевые слова: высокоскоростное газотермическое напыление, покрытие, износостойкость абразивное изнашивание.
Кeywords: high-speed thermal spraying, coating, ware resistance, abrasive wear.
В условиях ограничения финансовых и материальных ресурсов, дороговизны запасных частей возникает необходимость дальнейшего развития и совершенствования технологических процессов ремонта машин и восстановления деталей.
В настоящее время известен принципиально новый способ газотермического напыления покрытий – высокоскоростное газотермическое напыление. Способ позволяет получать износостойкие покрытия на деталях.
Метод высокоскоростного газотермического напыления характеризуется широтой технологических возможностей:
1. Покрытия можно наносить на объекты любых размеров.
2. Толщина покрытия может быть от 0,01 до 10 и более миллиметров.
3. Получаемые покрытия имеют низкую пористость.
4. Возможность нанесения толстослойных покрытий без подслоя.
5. Покрытия могут быть из любых материалов, имеющих точку плавления или интервал размягчения.
6. Система удаления запыленного воздуха снабжается фильтрами сухого и мокрого типа, полностью улавливающими пыль. Таким образом, процесс напыления является экологически чистым[1].
Технологическая схема нанесения покрытий высокоскоростным газотермическим напылением включает в себя следующие операции:
Ø Очистка изделий
Ø Сушка изделий
Ø Струйно-абразивная обработка
Ø Изоляция поверхностей, не подлежащих напылению
Ø Подготовка порошка
Ø Напыление покрытия
Ø Удаление масок и изолирующих элементов
Ø Контроль качества покрытия
Ø Механическая обработка
Ø Контроль качества покрытия
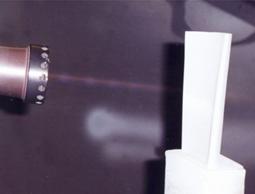
Широкий набор материалов, высокие производительность и характеристики покрытий, полученных высокоскоростным газопламенным напылением, позволяют эффективно использовать данный метод для нанесения антикоррозионных и износостойких покрытий в различных сферах. Такие покрытия успешно заменяют электролитический хром, устойчивы к высокотемпературной коррозии в агрессивных средах, могут использоваться в ремонтном производстве, авиации и энергетике для паровых и газовых турбин, эффективно работают в условиях интенсивного абразивного изнашивания (рис. 1,2). Примеры использования покрытий, формируемых высокоскоростным газотермическим напылением, приведены также в таблице 1[3].
|
а) |
б) |
|
в) |
|
|
Рисунок 1 – Восстановление изношенных поверхностей деталей: а) детали КПП, б) коленчатые валы, в) плунжеры насоса |
|
|
|
|
|
Рисунок 2 – Напыление лопатки газовой турбины. Рабочая температура – 800 оС |
|

|
Таблица 1 – Примеры деталей, восстановленных сверхзвуковым газопламенным напылением |
|
|
|
|
|
Запорная арматура (шаровая, шиберная, клиновая). Ресурс восстановленных деталей, увеличивается более чем в 2 раза |
Подшипники скольжения. Восстановление баббитового слоя напылением позволяет избежать возникновения пор и раковин, присущих способу заливки. |

|
|
|
|
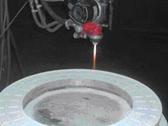
Рисунок 3 – Сверхзвуковое газопламенное напыление стенки кристаллизатора установки для непрерывной разливки стали |
|
|
|
|
|
Рисунок 4 – Микроструктура покрытия «Ni-Cr», полученного сверхзвуковым газопламенным напылением (шкала, мм) |
|
В рамках практического использования газотермических методов напыления, весьма интересен опыт японской фирмы «Mishima Cosan», которая использует сверхзвуковое газопламенное напыление для нанесения покрытий на стенки кристаллизаторов установок непрерывной разливки стали (рис. 3). Данная технология, позволяет получать плотные покрытия стабильного качества, позволяющие заменить гальванические покрытия на основе никеля [2]. Микроструктура формируемых покрытий представлена рисунке 4. Некоторые характеристики покрытий «Ni-Cr», полученных сверхзвуковым напылением и гальванических покрытий «Ni», приведены в таблице 2.
Таблица 2 – Некоторые характеристики покрытий, нанесенных на стенки кристаллизатора при 20 0С [2].
|
Покрытие |
Твердость, HV |
Теплопроводность, Ккал/ м.ч. град |
Линейное расширение х106, 1/ град |
|
«Ni-Cr», полученное сверхзвуковым напылением |
600 |
10 |
13 |
|
«Ni», полученное гальваническим способом |
200 |
72 |
14 |
При повышенных температурах твердость «Ni-Cr» газотермического покрытия также значительно выше, чем у «Ni» гальванопокрытия (рис. 5).
|
|
|
Рисунок 5 – Твердость «Ni-Cr» газотермического покрытия (HVOF) и «Ni» гальванопокрытия при повышенных температурах |
Список использованных источников
1. Балдаев Л. Х. Газотермическое напыление: Учебное пособие для вузов [Текст]/ Л. Х. Балдаев, В. Н. Борисов, В. А. Вахалин— М.: Маркет ДС, 2007. — 344 с.
2. Масато Т. Фирма «Mishima Kosan», Япония. Кристаллизаторы установок непрерывной разливки стали от Mishima Kosan. Электроплакирование и термическое напыление [Текст]/ Новые направления в развитии оборудования непрерывнойразливки металлов: Материалы международного научно-практического семинара. [Текст]/ Отв. редактор докт. техн. наук Ю.С. Коробов. -Екатеринбург: ГОУ ВПО УГТУ-УПИ, 2009. -110 с.
3. Клюев О.Ф. Технология газодинамического нанесения металлических покрытий. Ч. 2: Применение покрытий [Текст]/ О.Ф. Клюев, A.И. Каширин, А.В. Шкодкин, Т.B. Буздыгар - Сварщик.- 2003.- № 5 (33).- С. 24–27.