ПОГРЕШНОСТЬ ФРЕЗ СО СМЕННЫМИ НЕПЕРЕТАЧИВАЕМЫМИ ПЛАСТИНАМИ
IMPRECISION OF MILLING CUTTERS WITH INTERCHANGEABLE NOT REFACED PLATES
Горох А.Г. (НИИрГТУ, г.Иркутск, РФ)
Gorokh A. G. (The National Research Irkutsk State Technical University)
Рассмотрены вопросы применения фрез со сменными неперетачиваемыми пластинами и прогнозирования погрешности формы, вносимой их применением.
The problems of milling cutters with interchangeable not refaced plates and prediction of imprecision of the form brought by its application.
Ключевые слова: машиностроение, механообработка, фрезерование, точность.
Keywords: mechanical engineering, machining, milling, precision.
В данной статье хотелось бы рассмотреть влияние на точность обрабатываемой поверхности типа выбранной фрезы. Попытаемся сравнить величину погрешности, вносимую монолитным инструментом и инструментом со сменными неперетачиваемыми пластинами.
В ходе исследования был проведен эксперимент по обработке 6 образцов. Образцы с 1 по 3 обрабатывались периферией монолитной фрезы Ø36 мм. Образцы с 4 по 6 обрабатывались периферией фрезы Ø36 мм со сменными неперетачиваемыми пластинами. Далее образцы были рассечены вдоль оси фрезы и увеличены под микроскопом. Образцы представлены на рисунках 1-6.

Рисунок 1 - Образец №1

Рисунок 2 - Образец №2

Рисунок 3 - Образец №3

Рисунок 4 - Образец №4

Рисунок 5 - Образец №5

Рисунок 6 - Образец №6
Как видно из рисунков на образцах 1-3 (обработанные монолитным инструментом), при данном увеличении не наблюдается заметных погрешностей формы. На образцах 4-6 (обработаны фрезой со сменными неперетачиваемыми пластинами) при данном увеличениивидны неровности обработанной поверхности высотой 0,0564 мм.
Неточность поверхности на образцах 4-6 объясняется прямолинейностью режущей кромки у сменной неперетачиваемой пластины (рисунок 7).

Рисунок 7 – Сменная неперетачиваемая пластина
Так как данная погрешность поверхности зависит от геометрических свойств пластины, можно попробовать вывести формулу зависимости высоты неровности от изначально заданных параметров.
Изначально заданными параметрами являются:
Диаметр фрезы – 36 мм;
Длина режущей кромки пластины – 11мм;
Угол подъема винтовой линии пластины - 15°.
Все исходные данные измерены на фрезе учувствовавшей в эксперименте по обработке образцов 4-6. На рисунке 8схематично изображена фреза Ø36 мм и пластина с длиной режущей кромки 11 мм и наклоном винтовой линии 15°.
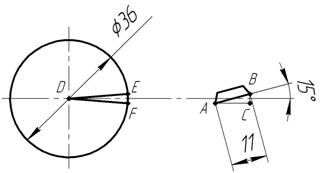
Рисунок 8 – Фреза Ø36 мм со сменной неперетачиваемой пластиной
1. Из прямоугольного треугольника ABC находим BC:
BC=AB×sin(15°)=11×sin(15°)=2,8475 мм.
2. Проецируем точки В и С на окружность Ø36 мм симметрично оси окружности. Получаем точки E и F соответственно, которые вместе с центром окружности D образуют равнобедренный треугольник DEF.
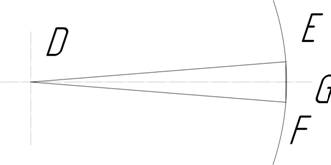
Рисунок 9 – увеличенный участок фрезы Ø36мм
3. Найдем высоту (DG) треугольника DEF:
DG=![]() =
=![]() =17,9436
=17,9436
4. Погрешность формы, вносимая данной пластиной, равна разнице радиуса фрезы и высоты DE:
![]()
Математический расчет погрешности совпал с погрешностью, полученной в ходе эксперимента, следовательно, проделанным выше способом можно рассчитывать погрешность, вносимую корпусным инструментом.
Ниже приведена формула расчета погрешности, вносимой корпусным инструментом в зависимости от параметров инструмента:
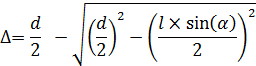
где
![]() –
диаметр инструмента;
–
диаметр инструмента; ![]() –
длина режущей кромки пластинки;
–
длина режущей кромки пластинки; ![]() –
угол наклона пластины относительно оси инструмента.
–
угол наклона пластины относительно оси инструмента.
Выведенная в ходе эксперимента формула позволит при подборе инструмента со сменными неперетачиваемыми пластинами проанализировать погрешность, вносимую данным инструментом, и, сопоставив ее с требованиями к точности поверхности, определить возможность применения выбранного инструмента.