УСТРОЙСТВО ДЛЯ ПОДГОТОВКИ ЗАГОТОВОК ИЗ ПЛАСТМАСС К МЕХАНИЧЕСКОЙ ОБРАБОТКЕ
Еренков О.Ю, Ковальчук С.А. (ТОГУ, г.Хабаровск, РФ)
The article deals with the description of a method for preliminary machining of pigs from polymeric materials as well as design of a device for realization this method in order to improve further mechanical machining of pigs.
На основании модельных представлений [1, 2] авторами предложен метод предварительной механической деструкции поверхностного слоя заготовок из полимерных материалов c целью создания зон пластической деформации при взаимодействии напряжений, возникающих в вершинах соседних трещин. Сущность метода заключается в том, что на поверхностный слой материала, перед обработкой резанием, наносят микроповреждения в виде проколов (глухих отверстий). Совокупность отверстий, в приближении, можно представить как систему трещин определенной глубины и расположенных на известном расстоянии друг от друга.
Схема разрушения поверхностного слоя полимерного материала режущим клином инструмента, с учетом взаимодействия между предварительно нанесенными микроповреждениями и магистральной трещины, выглядит следующим образом. В начальном состоянии в образце имеются начальные дефекты, обусловленные условиями производства, хранения и т.п. На первом этапе на поверхностный слой материала организованно наносятся микроповреждения в виде проколов, согласно разработанному методу.
Микроповреждения наносятся с заданным расстоянием друг от друга таким образом, что данные зоны соседних микроповреждений перекрываются, образуя тем самым локализованные зоны пластической деформации. Данные зоны представляют собой сосредоточение деформированного и частично разрушенного материала, и характеризуются преобладающим распределением напряжений в направлении перпендикулярном направлению трещины.
На втором этапе производится обработка полимерного материала резанием, а именно токарная. Магистральная трещина, в процессе своего развития, последовательно взаимодействует с предварительно нанесенными микроповреждениями. При этом под действием внешней нагрузки (силы резания) в зонах перенапряжений будет происходить суммирование напряжений от соседних трещин и магистральной трещины, и в этих зонах будет развиваться пластическая деформация.
Вероятность разрыва связей в этой области больше, чем в других местах образца, так как эта вероятность определяется не средним напряжением, а локальным напряжением в вершине трещины, величина которого значительно увеличивается в соответствии со значением коэффициента интенсивности напряжений. В связи с этим, распространение магистральной трещины, с большой вероятностью, будет происходить вдоль линии среза без существенных отклонений в глубь материала, что является предпосылкой снижения шероховатости получаемой поверхности.
Таким образом, появляется возможность управления процессом и направлением траектории развития опережающей трещины за счет задания размеров предварительно нанесенных повреждений и расстояния между ними.
С целью реализации этого способа также разработано специальное устройство для предварительной обработки заготовок из полимерных материалов[3].
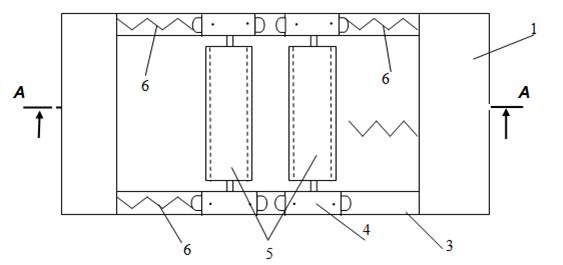
Устройство для предварительной обработки заготовок из пластмасс, рис. 1-3, состоит из основания 1 с размещенным на нем корпусом 2. В корпусе имеются опорные балки 3, на которых установлены корпуса подшипников 4 зубчатых валиков 5. Корпуса подшипников 4 соединены с пружинами растяжения 6. На рабочей поверхности валиков 5 выполнены выступы 7, расположенные с заданным шагом.
Центрирующие конусы 8 соединены с кронштейнами 9. Кронштейны 9 посредством шарниров 10 соединены с винтами 11 и 12. На винте 11 выполнена левая резьба, на винте 12- правая. Винты 11 и 12 образуют резьбовое соединение с регулировочной втулкой 13, на внутренней поверхности которой выполнены участки с правой и левой резьбой, соответственно для винтов 11 и 12. Регулировочная втулка 13 соединена с тягой 14, которая прикреплена, например, к штоку пневмоцилиндра (на рис. не показан). Кронштейны 9 соединены между собой пружиной сжатия 15.
Устройство для предварительной обработки заготовок из пластмасс работает следующим образом.
Вращением регулировочной втулки 13 выставляется требуемое расстояние между кронштейнами 9. Кронштейны 9 за счет шарниров 10 раздвигаются, и в пространство между кронштейнами 9 подается заготовка 16, которая фиксируется в торцах центрирующими конусами 8 за счет усилия пружины 15. При этом заготовка 16 имеет возможность вращательного движения относительно конусов 8 за счет зазора в центрирующих отверстиях заготовки 16.
К тяге 14 прикладывается нагрузка, например, от штока пневмоцилиндра (на рис. не показан), а заготовка 16 подается в зазор между валиками 5. При взаимодействии заготовки 16 с валиками 5 происходит внедрение выступов 7 в поверхностный слой материала заготовки за счет действия пружин 6 и относительного вращения заготовки 16 и валиков 5, что приводит к образованию местных микроповреждений на ее поверхности.
Наличие микроповреждений, расположенных в требуемом порядке и заданной формы и размеров, приводит к разрушению структуры поверхностного слоя заготовки 16, что является предпосылкой ее последующей эффективной механической обработки.
Количество, глубина и форма микроповреждений структуры нового слоя заготовки 16 определяется геометрией и формой рабочих поверхностей валиков 5, величиной растягивающего усилия пружины 6.
В предлагаемом устройстве заготовка имеет возможность вращательного движения в центрирующих конусах, в которых она фиксируется с зазором за счет кронштейнов и пружины. Заготовка подается в пространство между валиками параллельно их продольной оси, при этом валики прижимаются к заготовке за счет пружины растяжения. Благодаря этому обеспечивается упорядоченное внедрение выступов валиков в поверхность заготовки.
Использование предлагаемого устройства позволит обеспечить более качественную, с точки зрения чистоты поверхности и точности размеров, дельнейшую механическую обработку заготовок из пластмасс, а также снизить трудоемкость и повысить производительность процесса.
![]()
![]()
![]()
![]()
Рисунок 1- Устройство для предварительной
обработки заготовок из пластмасс
Рисунок 2- Устройство для предварительной обработки
заготовок из пластмасс, разрез А-А
Рисунок 3- Устройство для предварительной обработки
заготовок из пластмасс, разрез Б-Б
Литература
1. Еренков О.Ю., Ивахненко А.Г. Совершенствование технологии механической обработки заготовок из полимерных материалов//Физика и химия обработки материалов. 2007. №1, С.88-93.
2. Еренков О.Ю. Ивахненко А.Г. Токарная обработка заготовок из полимерных материалов после механической деструкции поверхностного слоя// Технология машиностроения. 2006. №9. С. 18-20.
3. Еренков О.Ю., С. А. Ковальчук Устройство для предварительной обработки заготовок из пластмасс/ Патент № 2284911 от 10.10.2006