ШЕРОХОВАТОСТЬ ШЛИФОВАННЫХ ПОВЕРХНОСТЕЙ ЖАРОПРОЧНОГО СПЛАВА ЖС-6К И СТАЛИ 12Х2МБФ
Аверков К.В., Реченко Д.С., Попов А.Ю., Сергеев В.А.
(ФГБОУ ВПО ОмГТУ, г. Омск, РФ)
Processing of heat resisting alloy JS-6К and steels 12H2MBF, applied in aircraft engineering and used in key knots of the engine demand researches of influence of parameters of process of processing on quality of the processed surface. One of important and influencing quality of processing is speed of grinding.
Современные жаропрочные сплавы и стали являются одним из распространенных в технике конструкционных материалов, что объясняется, прежде всего, их рабочими характеристиками. Кроме, того производство жаропрочных сталей и сплавов хорошо освоено, они обладают высокой технологичностью. Жаропрочный сплав ЖС6-К и сталь 12Х2МБФ являются одними из наиболее распространенных, имея относительно не высокое содержание легирующих элементов (Табл.) эти материалы показывают не плохую прочность при повышенных температурах.
Таблица
|
Сплав |
Содержание легирующих элементов, % по массе |
||||||||||||
|
Cr |
Ti |
Al |
W |
Mo |
Fe |
C |
B |
Co |
Mn |
Si |
V |
Nb |
|
|
ЖС6-К |
11 |
2,75 |
5,5 |
5 |
4 |
≤2 |
0,16 |
0,02 |
4,5 |
≤0,4 |
≤0,4 |
- |
- |
|
12Х2МБФ (ЭИ 531) |
2,4 |
- |
- |
- |
0,6 |
- |
0,1 |
- |
- |
0,5 |
0,6 |
0,3 |
0,6 |
Традиционно применение шлифовальных операций при обработке жаропрочных материалов является весьма сложным и не прогнозируемым процессом. Это связано со многими факторами: свойства жаропрочных сплавов; особенности шлифовальной обработки; требования к качеству изготовления; жесткостью шлифовального оборудования и др. На сегодняшний день существуют достаточно качественные абразивные материалы и шлифовальное оборудование, предназначенные для обработки труднообрабатываемых материалов, но их применение в авиационной промышленности дает лишь незначительный эффект, что может объясняться применением классических режимов обработки - V=25-30 м/с, Sпрод=0,5-5 м/мин, t=0,005-0,01 мм.
Шероховатость шлифованной поверхности зависит от статистических характеристик рельефа рабочей поверхности шлифовального круга, кинематики и динамики процесса шлифования и пластических свойств обрабатываемого материала. Случайный характер рельефа круга является доминирующим в формировании шероховатости, поэтому при ее описании принято использовать аппарат теории вероятностей и случайных функций [1]. Обычно шероховатость шлифованных поверхностей представляют в виде случайного поля неровностей, обладающего свойствами стационарности и эргодичности, и рассматривают поперечный профиль шероховатости, перпендикулярный вектору скорости резания. Следует, однако, заметить, что постоянные кинематические соотношения, действующие в процессе шлифования, придают определенную направленность структуре шероховатости: все шлифовочные риски являются вытянутыми вдоль вектора скорости резания, в связи с этим продольная шероховатость меньше поперечной.
Шлифование жаропрочных сплавов и сталей при различных режимах резания дает различный результат по производительности и качеству обработки. На рисунках 1 и 2 показаны шлифованные поверхности жаропрочного сплава ЖС6-К и стали 12Х2МБФ, полученные при окружной скорости шлифовального круга 169 м/с (поверхности получены на топографическом микроскопе), а на рисунке 3 приведены зависимости шероховатости, полученные при различных окружных скоростях шлифовального круга, продольной подаче Sпрод=3-4 м/мин и глубине шлифования t=0,01-0,03 мм/дв. ход. Шлифование осуществлялось специальным шлифовальным кругом [2] с абразивными головками, различной характеристики.
|
а) 3D модель |
б) спектральный оттиск |
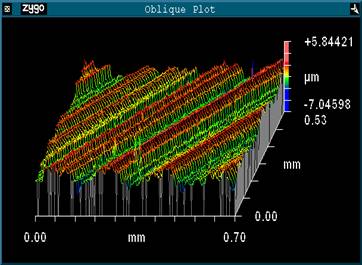
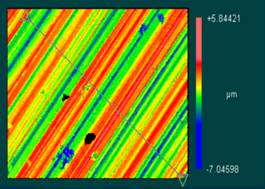
Рисунок 1- Шлифованная поверхность жаропрочного сплава ЖС6-К
|
а) 3D модель |
б) спектральный оттиск |
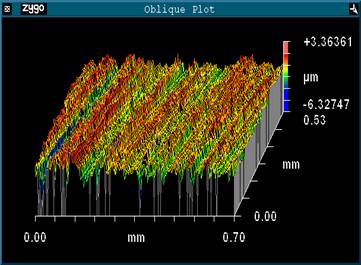
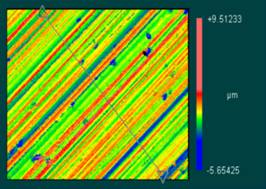
Рисунок 2- Шлифованная поверхность жаропрочной стали 12Х2МБФ
а) б)
Рисунок 3- Зависимость шероховатости экспериментальных образцов жаропрочного сплава ЖС6-К а) и стали 12Х2МБФ б) от окружной скорости шлифовального круга
Высота микронеровностей при шлифовании жаропрочных сталей и сплавов находится в пределах Ra=0,63…1,90 мкм, меняется характер зависимости от повышения окружной скорости шлифовального круга. Как видно из зависимостей (Рис. 3. а и б) наиболее оптимальная окружная скорость шлифовального круга для обработки сплава ЖС6-К является 169 м/с, а для стали 12Х2МБФ – около 88 м/с, но это справедливо только для данной технологической системы.
Литература
1. Захаров М.В. Жаропрочные сплавы. – М.В. Захаров, А.М. Захаров. – М.: Металлургия, - 1972. – С. 384.
2. Реченко, Д.С. Шлифовальный круг для алмазно-абразивной обработки. - Д.С. Реченко, Ю.Р. Нуртдинов, А.Ю. Попов; Пат. 55665 РФ, МПК B24D 17/00. - № 2006111080/22; Заявлено 05.04.06. Опубл. 27.08.06. Бюл. № 24. – 2 с.