ТЕХНОЛОГИЯ АНТИФРИКЦИОННОГО НАТИРАНИЯ ДЕТАЛЕЙ АВТОМОБИЛЯ
Намаконов Б.В., Петрук В.С. (АДИ Дон НТУ, г. Горловка, Украина)
In work results of research of technology antifrictional латунирования details of cars are presented by a method of linear contact.
В работе рассматривается актуальная тема повышения износостойкости поверхностей трения деталей машин.
На надежность и срок службы автомобиля влияют такие факторы:
– снижение прочности материала детали, которая вызывает разрушение детали после определенного количества циклов нагрузки;
– износ пар трения, который вызывает повышенные динамические нагрузки и возможность схватывания поверхностей деталей с последующим разрушением;
– нарушение зазоров в узлах в результате вибрации и износа деталей.
Около 90% отказов машин возникают из-за повышенного износа.
Достаточно эффективно снижают износ тонкие антифрикционные покрытия латуни и меди. Они наносятся на поверхности трения в процессе химико-механического меднения и фрикционного латунирования.
На процесс нанесения и образования защитного покрытия влияют множество факторов, которые прежде всего характеризуются режимами обработки, составом технологической смеси и материалами пары трения.
В данной работе основным направлением исследования принято определение оптимальных параметров и режимов натирания.
Наиболее значимым фактором в процессе латунирования является толщина нанесенного покрытия, т.к. именно она характеризует износостойкость.
В процессе исследования было проведено ряд экспериментов: влияние силы прижатия, линейной скорости в точке контакта, шероховатости и состава технологической жидкости на толщину покрытия, а также влияние латунирования на шероховатость поверхности после натирания.
В результате эксперимента можно сделать следующие выводы:
– максимальная толщина покрытия наблюдается при максимальной силе прижатия, которая в данной установке составляет 4,5кг на мм длины натирающего ролика;
– толщина покрытия имеет нелинейный характер зависимости от скорости в точке контакта, наибольшее значение достигается при V=0,5 м/с;
– состав технологической жидкости существенно влияет на процесс натирания;
– толщина покрытия прямо пропорциональна шероховатости поверхности в заданных параметрах;
– благодаря процессу латунирования можно снизить шероховатость поверхности и расходы на предшествующую чистовую обработку деталей машин в несколько раз.
Полученные выводы следуют из графиков, изображенных на рисунках 1...4.

Рисунок 1 – Влияние силы прижатия на толщину покрытия
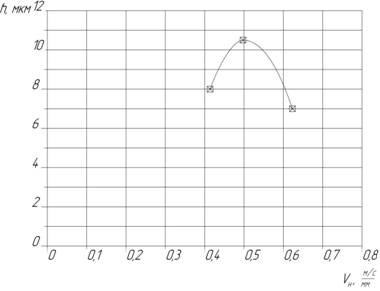
Рисунок 2 – Влияние скорости трения в точке контакта на толщину покрытия
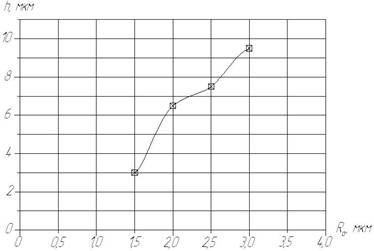
Рисунок 3 – Влияние шероховатости на толщину покрытия
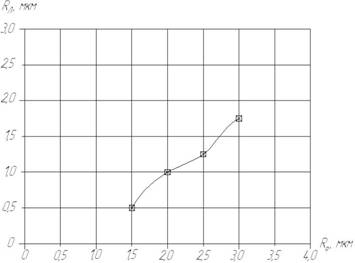
Рисунок 4 – Влияние латунирования на окончательную шероховатость
Также следует отметить, что при латунировании достигается следующий технико-экономический эффект:
– снижение износа до 80% в парах трения из стали и чугуна;
– устранение склонности к схватыванию поверхностей;
– уменьшение времени приработки в 1,5...2 раза;
– увеличение ресурса работы в 2...3 раза;
– экономия энергии в результате снижения механических потерь на трение.[1]
Полученные результаты свидетельствуют о перспективности развития нанесения антифрикционных покрытий, как способа повышения износостойкости и долговечности деталей машин.
Литература
1. Гаркунов Д.Н. Триботехника (износ и безызносность): Учебник. – 4-е изд., перераб. и доп. – М.: «Издательство МСХА», 2001. -616 с.