ДЕТАЛИ ДЕРЕВЯННЫЕ КЛЕЕНЫЕ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ
Меркелов В.М. (БГИТА, г. Брянск, РФ),
Савенко В.Г. (ЗАО «Независимая экспертиза», г. Брянск, РФ),
Миленин Н.К. (БГИТА, г. Брянск, РФ)
The way of manufacturing of modular wooden products and the device for their manufacturing is offered, allowing to lower arising in them at operation of a pressure, and to reduce the sizes of details.
В деревообработке широко используются детали деревянные клееные, например, бруски, щиты, включающие делянки, склеенные между собой по толщине или (и) по ширине. При этом количество и размеры склеиваемых делянок определяется конечными размерами поперечного сечения детали, а склеивание делянок в деталь осуществляется путем приложения усилия (давления) перпендикулярно плоскости склеивания делянок, на поверхности которых предварительно нанесен клей [1].
Недостаток конструкции этих деталей заключается в том, что физико-механические свойства детали в целом не отличаются от физико-механических свойств делянок, из которых деталь изготовлена и не учитываются условия эксплуатации детали.
Нами предлагается уменьшить напряжения, возникающие при эксплуатации детали растягивающие или сжимающие напряжения, и тем самым уменьшить поперечное сечение детали и снизить при этом расхода материала.
Поставленная цель достигается следующим образом. Часть делянок перед склеиванием подвергается предварительному растяжению или сжатию, что создает в них растягивающие или сжимающие напряжения в пределах упругих деформаций и которые в напряженном состоянии приклеиваются к остальным делянкам. При этом количество и взаимное расположение предварительно напряженных делянок зависит от условий эксплуатации детали.
На рис.1 изображена схема изготовления предлагаемой детали.
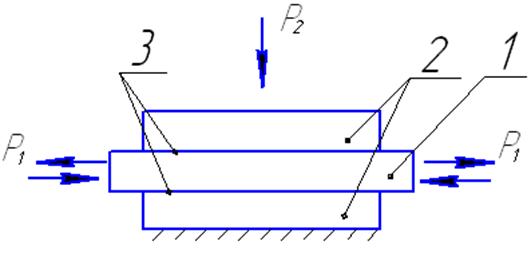
1 – делянка, подвергшаяся растяжению или сжатию, поз. 2 – делянка, не подвергшаяся растяжению или сжатию, поз. 3 – клеевой шов, Р1 – усилие для создания растяжения (сжатия), Р2 – усилие склеивания.
Рисунок 1 – Схема изготовления детали
Изготовление предлагаемой детали осуществляется следующим образом.
На склеиваемые поверхности делянок 1 и 2 наносится слой клея 3. Делянка 1 подвергается растяжению или сжатию силой Р1 и в таком напряженном состоянии под действием силы Р2 приклеивается к делянке 2.
В случае, например, когда делянка 1 подвергалась растяжению, после склеивания делянок 1 и 2 между собой, под действием упругих деформаций в делянке 1, подвергшейся предварительному созданию растягивающих напряжений, а в делянке 2, не подвергшейся предварительному созданию растягивающих напряжений, возникают сжимающие напряжения, которые в процессе эксплуатации детали будут снижать возникающие в детали растягивающие напряжения.
В случае, например, когда делянка 1 подвергалась сжатию, после склеивания делянок 1 и 2 между собой, под действием упругих деформаций в делянке 1, подвергшейся предварительному созданию сжимающих напряжений, а в делянке 2, не подвергшейся предварительному созданию сжимающих напряжений, возникают растягивающие напряжения, которые в процессе эксплуатации детали будут снижать возникающие в детали сжимающие напряжения.
Снижение возникающих в процессе эксплуатации в детали растягивающих или сжимающих напряжений в зависимости от условий эксплуатации при растяжении или сжатии делянок 1 позволит уменьшить поперечное сечение детали и при равнопрочных ее значениях снизить расход материала.
Для изготовления таких деталей нами предлагается устройство, включающее основание 1 с закрепленным на нем подвижной 6 и неподвижной 2 плитами и механизмом создания усилия склеивания (прессования) 7, дополнительно снабженное механизмом натяжения (напряжения) отдельных делянок 5 с захватами 4. Механизм натяжения установлен в направляющих 3, закрепленных на основании, с возможностью его перемещения и соединяется с устройством для натяжения (напряжения), например, гидроцилиндром.
На рисунке 2 изображена схема предлагаемого устройства.
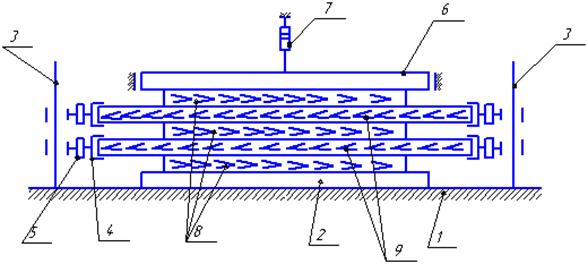
1 – основание; 2 – неподвижная плита; 3 – направляющие; 4 – захваты ; 5 – устройство для натяжения; 6 – подвижная плита; 7 – механизм создания усилия; 8 – делянки, не подвергшиеся растяжению; 9 – делянки, подвергшиеся растяжению
Рисунок 2 - Схема устройства
Работает предлагаемое устройство следующим образом.
Делянки из древесины 8, не подверженные натяжению и 9, подверженные натяжению, с нанесенным предварительно клеем на склеиваемые поверхности укладываются в соответствии со схемой склеивания на неподвижную плиту 2. Делянки 9 фиксируются захватом 4 и устройством для натяжения 5 натягиваются (напрягаются, растягиваются) до заданного значения, при этом изменение взаимного расположения захватов контролируется возможностью их перемещения по направляющим 3, после чего механизмом усилия склеивания (прессования) 7 делянки 8 и 9 склеиваются между собой.
Литература
1. Буглай Б.М., Гончаров А.А.. Технология изделий из древесины. – М.: Лесн. пром-сть, 1985.- 350 с.