АНАЛИЗ СОВРЕМЕННЫХ МЕТОДИК РАСЧЕТА ОСНОВНЫХ ПАРАМЕТРОВ ОКОРКИ РЕЖУЩИМ ИНСТРУМЕНТОМ И ПУТИ ИХ УТОЧНЕНИЯ
Газизов А.М., Шапиро В.Я., Григорьев И.В.
(СПб ГЛТА, г. Санкт-Петербург, РФ)
Assay values of modern design procedures of key parameters of removal of a bark are resulted by an edge tool, their refinement are proved.
Рассмотрим процесс окорки цилиндрической или конической фрезой, ось которой перпендикулярна оси ротора, а глубина резания зависит от величины выпуска ножей над поверхностью фрезы. Принципиальная схема расчета глубины резания [1] приведена на рис. 1 где приняты следующие обозначения: прямая А – след ножа фрезы в поперечном сечении бревна; В – след следующего ножа, в момент когда ротор станка повернется на угол φф; точка М – точка касания фрезы поверхности бревна с момента прохода первого ножа до второго; hф – величина выпуска ножей над поверхностью фрезы, определяющая максимальную толщину стружки; hс – толщина слоя коры, срезаемого фрезой за один проход; Fф ‑ сила окорки при резании.
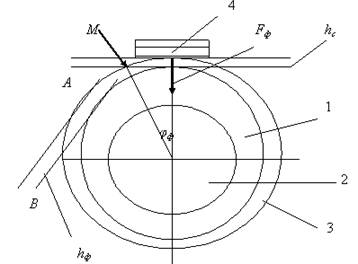
Рисунок 1 - Схема для расчета при фрезерной окорке:
1 ‑ кора; 2 ‑ древесина; 3 ‑ срезаемый слой; 4 ‑ нож фрезы
Величина угла φф устанавливается в зависимости от кинематических параметров станка – угловыми скоростями вращения фрезы ωф, рад/с и ротора ωр, рад/с с учетом количества ножей nn на одной фрезе:
 . (1).
. (1).
В зависимости от соотношений геометрических параметров окорки – диаметра бревна dб и конструктивных параметров фрезы – величины выпуска ножей hф, устанавливаются ограничения на величину угла φф, в результате чего представляется возможным оценить размер толщины слоя коры hс.
Так если  , то hс=hф.
Этот случай соответствует состоянию процесса окорки, когда точка М не
лежит на следе предшествующего ножа. В противном случае величина срезаемого
слоя определяется по формуле:
, то hс=hф.
Этот случай соответствует состоянию процесса окорки, когда точка М не
лежит на следе предшествующего ножа. В противном случае величина срезаемого
слоя определяется по формуле:
 . (2)
. (2)
Анализ зависимости (2) свидетельствует о том, что при определении величины hс учитываются только конструктивные и кинематические особенности режима фрезерования, тогда как материал коры, ее структура и способность сопротивляться механическому воздействию резания не нашли должного отражения.
Вместе с тем, величина hс является одним из основных параметров, определяющих необходимую силу Fф для качественной фрезерной окорки бревна.
Основываясь на методических подходах [2] для оценки средней силы окорки, определим значение Fф для снятия переменного слоя коры на глубину hс:
 , Н (3)
, Н (3)
где σф – удельное сопротивление окорки, Па,
которое слабо зависит от толщины коры и является свойством ее материала; uп – скорость подачи бревна, м/с; νс
– скорость резания фрезами, м/с, зависящая от среднего диаметра фрезы dф в зоне контакта площадью
Δs с лесоматериалом и числа nф оборотов фрезы. Таким образом
 ,
об/мин.
,
об/мин.
В качестве σф в зависимости от технологии фрезерования и типа станков принимают различные прочностные характеристики на резание. При этом необходимо учитывать различие в сопротивлении материала при резании вдоль и поперек волокон. В частности, при влажности ели 190% это различие достигает соотношения 1:7. При продольно-фрезерной технологии максимальное качество окоренной поверхности обеспечивается в том случае, когда кора срезается в направлении, продольном к волокнам древесины.
При уменьшении скорости uп ширина полосы фрезерования сужается, уменьшается площадь контакта Δs и производительность станка падает. С ростом uп качество окорки растет, но до определенного предела, поскольку на предельных скоростях подачи на поверхности бревна появляются микронеровности в виде кинематических волн, параметры которых – длина и высота ‑ являются одними из основных критериев качества продукции. Величина скорости продольной подачи должна быть одного порядка с величиной скорости νс.
Отличительной особенностью соотношения (3) является то, что в нем представлены характеристики среды не только в виде переменной величины hс (0≤hс≤hк), но и предела прочности σф, причем этот показатель существенно отличается как для каждого слоя коры так и при сравнении коры как единого целого с древесиной. При этом необходимо учитывать, что величина σф для древесины различных деревьев слабо зависит от температуры среды и укладывается в диапазон значений 30‑35 МПа, тогда как для коры этот диапазон существенно шире (3,4‑11,2 МПа) и для некоторых деревьев температура среды является существенным фактором [2]. На рис. 2 представлена зависимость величины σф, МПа от температуры среды для коры лиственницы.
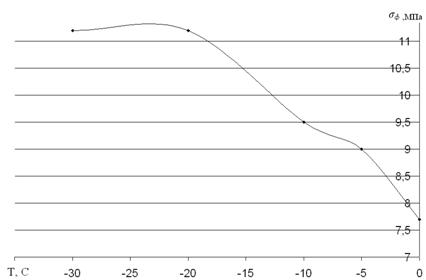
Рисунок 2 - Зависимость предела прочности на перерезание от температуры среды
Определим значение силы Fф
по достижении hс значения hк, причем для
предварительных оценок в качестве σф примем величину
предела прочности лесоматериала на перерезание [2], которую при расчетах
уменьшим в 6‑7 раз. Более детальный учет сопротивления материала при
резании вдоль и поперек волокон необходим при разработке адекватной
математической модели фрезерной окорки. Исходные данные для расчета Fф при постоянных nn=4;
dб=0,4 м и ![]() приведены в таблице 1
и соответствуют температуре окружающей среды Т=-5 оС.
приведены в таблице 1
и соответствуют температуре окружающей среды Т=-5 оС.
Таблица 1
|
Показатели |
Сосна |
Береза |
Ель |
Осина |
Лиственница |
|
hк, мм |
14 |
12 |
8 |
13 |
29 |
|
σф, МПа |
3,85 |
4,87 |
4,99 |
5,3 |
9,0 |
На рис. 3 представлена графическая зависимость величины силы Fф от ширины коры hк,
которая с коэффициентом детерминации R2![]() 1 свидетельствует
о параболическом характере их связи. Сравнение этой силы Fф
с силой окорки Pm при роторной
технологии свидетельствует о возможности создания общего подхода к оценке
разрушающих напряжений в коре.
1 свидетельствует
о параболическом характере их связи. Сравнение этой силы Fф
с силой окорки Pm при роторной
технологии свидетельствует о возможности создания общего подхода к оценке
разрушающих напряжений в коре.
В этой связи, необходимо дополнить рассмотрение механизма окорки введением
величины напряжений ![]() , возникающих в массиве коры при
фрезеровании. Площадь контакта Δs
определяется эмпирическим путем для конкретных технологических условий. При
инженерных расчетах рекомендовано использовать еще один критерий – величину
удельной силы окорки
, возникающих в массиве коры при
фрезеровании. Площадь контакта Δs
определяется эмпирическим путем для конкретных технологических условий. При
инженерных расчетах рекомендовано использовать еще один критерий – величину
удельной силы окорки ![]() , кН/м, обобщающий показатель
сопротивления материала при разрушении его на полную глубину. На рис. 4 этот
показатель представлен для коры пяти видов деревьев.
, кН/м, обобщающий показатель
сопротивления материала при разрушении его на полную глубину. На рис. 4 этот
показатель представлен для коры пяти видов деревьев.
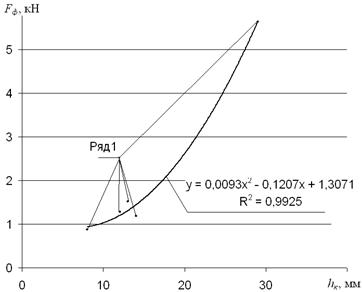
Рисунок 3 - Зависимость силы окорки от ширины коры
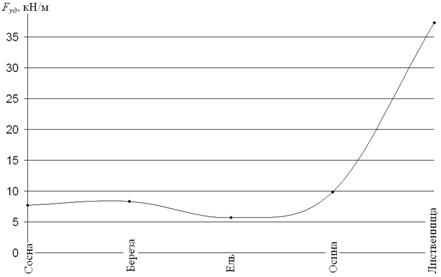
Рисунок 4 - Удельная сила окорки:
1 ‑ сосна; 2 ‑ береза; 3 ‑ ель; 4 ‑ осина; 5 – лиственница
При роторной окорке для пород хвойных и лиственных деревьев в летних и зимних условиях наиболее характерный диапазон изменения удельной силы прижима составляет 8‑40 кН/м. Этот результат коррелирует с данными рис. 4, то есть, в различных механизмах окорки заложены определенные единые принципы, установление закономерностей которых позволит выработать общий методический подход для оптимизации технологических параметров при заданных критериях качества окорки.
Литература
1. Бойков С.П. Теория процессов очистки древесины от коры.-Л.: Изд-во ЛГУ, 1980.-152 с.
2. Симонов М.Н., Югов В.Г. Окорка древесины- М.: Лесная промышленность, 1972.-128 с.