ЭЛЕКТРОЛИТ СВЕРХНИЗКОЙ КОНЦЕНТРАЦИИ ДЛЯ НИКЕЛИРОВАНИЯ
Намаконов Б.В., Зимакин В.Ф. (АДИ ДонНТУ, г.Горловка, Украина)
The Designed electrolyte nickeletion over low concentration. In contrast with existing he vastly more cheaply and more simply in usages and for a long time does not require the adjustments.
Никелирование по сравнению с другими процессами (меднением, латунированием, серебрением и др.) получило промышленное применение значительно позднее, но уже с конца XIX столетия оно стало наиболее распространенным методом «облагораживания» металлических изделий.
Широкое применение никелирования в гальванотехнике объясняется ценными физико-химическими свойствами электролитического никеля. Хотя в ряде напряжений никель стоит левее водорода, вследствие сильно выраженной склонности к пассивированию никель оказывается достаточно стойким против атмосферного воздуха, щелочей и некоторых кислот. По отношению к железу никель имеет менее отрицательный потенциал, следовательно, основной металл (железо) защищается никелем от коррозии лишь при отсутствии пор в покрытии.
Существует множество составов электролитов для нанесения никелевых покрытий, но в каждый из них входит достаточно много компонентов, что приводит к значительному усложнению процесса, затруднению, а порой и невозможности корректирования состава, и высокой стоимости. Нами предложен электролит сверхнизкой концентрацией никеля, в который входит всего три компонента. (Состав электролита – в патентной проработке). Толщина покрытия в зависимости от концентрации никеля, кислотности, температуры и плотности тока составляет от 0,002 до 0,016 мм. На рис.1 видно, что чем выше плотность тока, тем больше осаждается никеля.
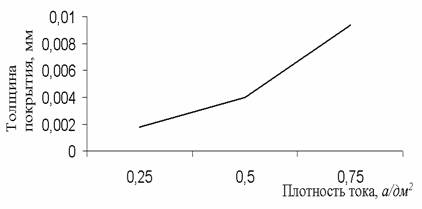
Рисунок 1 – Зависимость толщины покрытия от плотности тока
Повышение плотности тока, уменьшение рН ванны, а также уменьшение концентрации ионов никеля в электролите приводит к повышенной катодной поляризации и увеличению выделению водорода. Наоборот, повышение температуры, концентрации электролита, а также перемешивание приводит к снижению катодной поляризации, увеличению катодного выхода по току металла и повышению допустимого верхнего предела плотности тока.
Изменение концентрации соли никеля в 2 – 10 раз не влияет на стабильность протекания процесса.
При добавлении в данный электролит гипофосфита натрия осаждаются твердые никель-фосфорные покрытия повышенной износостойкости, которые широко применяются при восстановлении изношенных деталей машин. Разработанный электролит можно рекомендовать для восстановления прецизионных деталей. В настоящее время два ТНВД двигателя трактора Т-150, плунжерные пары которых восстановлены в предложенном электролите, находится в эксплуатации.
На рис. 2 видно, что при определенной плотности тока резко возрастает толщина покрытия. При плотностях тока более 4 а/дм2 покрытия получаются сажистыми, непригодными к использованию.
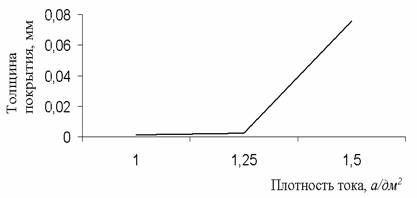
Рисунок 2 – Зависимость толщины покрытия от плотности тока в электролите с добавлением гипофосфита натрия
Сравнительные коррозионные испытания покрытий в атмосфере паров хлористого натрия показали достаточно высокую их стойкость при различных режимах электроосаждения.
Таким образом, в процессе исследования получен новый состав электролита для нанесения никеля, который отличается своей простотой, низкой стоимостью и высокой стабильностью.