РАЗРАБОТКА МЕТОДИКИ ИССЛЕДОВАНИЯ МИКРОТОПОГРАФИИ ПОВЕРХНОСТИ КАТАНКИ ПОСЛЕ ЩЕТОЧНОЙ ОБРАБОТКИ
Платов С.И., Белов В.К., Анцупов В.П., Анцупов А.В., Терентьев Д.В.,
Анцупов А.В. (мл.), Коробков А.С., Ишниязов Н.Н.
(МГТУ им. Г.И. Носова, г. Магнитогорск, РФ)
The specific method of microtopographic research of rod's surface after brush cleaning is presented in the article. This method allows to take into account parameters' dispersion of surface microtopology and also to determine parameters' data changing range in accordance with techological modes of rotating brush processing.
Микрорельеф поверхности катанки формируется как при прокатке [1], так и в процессе подготовки её поверхности к волочению, включающем удаление окалины химическим или механическими способом [2]. Микротопография поверхности катанки оказывают существенное влияние на значение коэффициента трения при волочении, который в значительной степени определяется количеством технологической смазки, захватываемой микронеровностями поверхности [3,4]. Снижение коэффициента трения уменьшает усилие волочения и, соответственно, энергозатраты.
Одним из технически и экономически целесообразных способов удаления окалины и одновременного формирования требуемой микротопографии поверхности заготовки перед волочением является обработка щеточным инструментом. Щеточная обработка характеризуется комплексом технологических и конструкционных показателей. Наибольшее влияние на обрабатываемую поверхность и её изменение при обработке оказывают диаметр ворса щетки dв , натяг N, радиус щётки R, длина ворса l, частота вращения щётки n, скорость подачи Vпод [5], при чем наиболее значимые из них – dв и N.
В данной работе ставиться задача корректного исследования изменения микротопографии поверхности в зависимости от режимов щёточной обработки. Для таких исследований необходимо оговорить как диапазоны исследуемых величин, так и методику их измерения.
Режимы щёточной обработки задаются параметрами dв , N, R ,lв, nщ, Vпод, которые можно создать на установке щеточной обработки и эти параметры являются детерминированными величинами [6].
Характеристики микротопографии поверхности являются оценками случайного процесса. Поэтому очень важно определить вид этих оценок, которые характеризуют именно данный технологический процесс. Для этих характеристик чрезвычайно важной является оценка их дисперсии, поскольку часто оказывается при подобных исследованиях, что величина дисперсии оказывается либо соизмеримой, либо большей самой характеристики(!). Поэтому подбор характеристики микротопографии поверхности и определение методики её измерения являются определяющими в подобных исследованиях.
Исследования микротопографии поверхности катанки осуществлялось на автоматизированном комплексе АКИМП НИЦ Южно-Уральского отделения инженерной Академии наук Российской Федерации [7]. Определялось более 15 параметров шероховатости, три вероятностные функции [8,9,10].
В качестве образцов использовали катанку диаметром 6,5 мм из стали марки 10. Образцы обрабатывали на специальной щеточной установке (рис. 1). Движение образца с заданной скоростью Vпод обеспечивается моталкой 4 через тросик 6 и зажим 7 в направляющей проводке 5, установленной на магнитный стол 1 плоскошлифовального станка. На станке вместо шлифовального круга устанавливали металлические щетки радиуса R, с ворсинками из стали 70 длиной lв и диаметром dв. Уровень натяга N обеспечивали вертикальным перемещением щетки 3 к образцу 7. Схема обработки представлена на рис. 2.
Для выработки методики оценки шероховатости поверхности катанки обработку вели по двум предельным режимам, ограничивающих весь возможный диапазон изменения исходных параметров, при этом только двум наиболее значимым параметрам придавали наименьшие («мягкий» режим) и наибольшие («жесткий» режим) значения, оставляя остальные постоянными (табл.).
Обработка по режиму № 1 обеспечивает получение минимально возможного уровня шероховатости поверхности катанки, по режиму № 2 – максимально возможного.
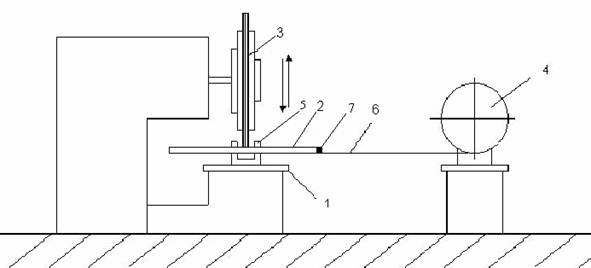
Рисунок 1- Лабораторная установка для обработки поверхности
катанки вращающейся металлической щеткой:
1 – магнитный стол; 2 – образец; 3 – щетка; 4 – моталка;
5 – направляющая проводка; 6 – тросик; 7 – зажим
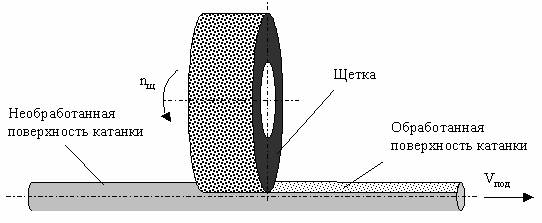
Рисунок 2- Схема обработки катанки вращающейся металлической щеткой
Таблица
|
N п/п |
Вид обработки |
dв, мм |
N, мм |
R, мм |
lв, [мм] |
n, [об/с] |
Vпод, [м/с] |
|
1 |
«Мягкий» режим |
0,15 |
0,25 |
140 |
60 |
50 |
2 |
|
2 |
«Жёсткий» режим |
0,50 |
1,00 |
140 |
60 |
50 |
2 |
Профили поверхности проволоки измерялись вдоль её оси. Для сравнения шероховатости обработанного и не обработанного участков катанки образец дискретно (с шагом 10°) поворачивали вокруг оси на 360°. Таким образом на каждом образце получали данные с 36 трасс. Длина каждой трассы оценки (L) – 20 мм, базовая длина - 0,8 мм, профиль снимался с шагом дискретизации 1024 точек на 1 мм. Таким образом, параметры шероховатости рассчитывались по 20480 точкам, что обеспечивало малую случайную ошибку статистической обработки этого массива данных.
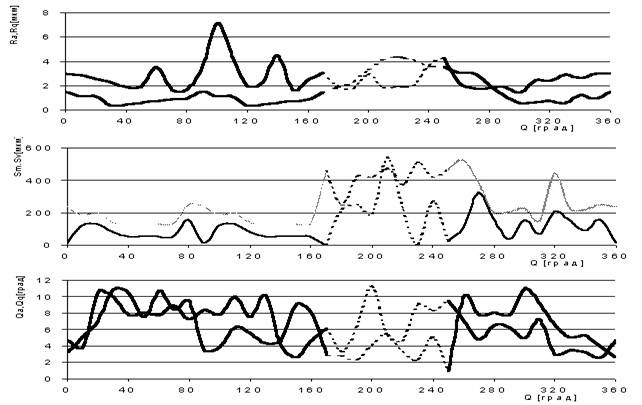
Экспериментальные данные исследований приведены на рис.3,4, где показаны средние по трассе значения (Ra, Rq), (Sm, Sp), (Qа, Qq) в зависимости от номера трассы по периметру. Здесь Ra.- среднее арифметическое отклонение профиля, Rq - среднее квадратическое отклонение профиля, Sm- средний шаг профиля, Sp - шаг профиля по вершинам, Qa.- среднее арифметическое значение угла наклона профиля , Qq- среднее квадратическое значение угла наклона профиля.
Эти характеристики имеют различную степень усреднения. Так, средние значения Ra, Rq ,Qа ,Qq имеют усреднение по »2×104 величинам, а средние значения . Sm, Sp усредняются только L/ Sm, L/ Sp раз, т.е. » 10¸20 раз ( ! ).
Даже имея такое мощное усреднение, величины Ra, Rq ,Qа ,Qq не могут характеризовать микротопографию поверхности катанки в целом. Дисперсия этих величин по периметру катанки огромно и превышает средние значения в 4¸5 раз. Это говорит о том, что формирование микротопографии поверхности по периметру катанки является сильно нестационарным процессом, что прекрасно видно на графиках Ra, Rq , Sm, Sp, Qа ,Qq в зависимости от номера трассы по периметру. Эти графики изображены сплошными линиями на рис.3,4 и задаются 32 трассами.
Формирование микротопографии поверхности по периметру катанки в области контакта щетки с поверхностью металла задаётся 4 трассами. Эти данные изображены пунктирными линиями. Из рис.3,4 следует, что как при «мягкой» так и при «жесткой» обработке происходит соответствующее увеличение параметров Ra, Rq , а параметры Qа ,Qq остаются неизменными.
Профилограммы и значения Sm, Sp в области обработки указывают на то, что при неизменных Qа ,Qq неровности становятся крупнее и более протяжёнными. Особенно интересным является фиксация эффекта оттеснения материала при жесткой обработке. Этот эффект характеризуется ростом параметров Ra, Rq в зоне контакта по направлению движения щёток, которое соответствует на графиках перемещению по номерам трасс слева - направо.
Данные исследования позволяют экспериментально обосновать следующую методику исследования микротопографии поверхности в зависимости от технологии обработки поверхности щётками с изменяющимися параметрами dв, N.
1. Для характеристики высотных параметров профиля необходимо использовать параметры Ra, Rq.
2. Для характеристики микрорельефа профиля и для опосредованной характеристики шаговых параметров профиля необходимо использовать параметры Qа ,Qq.
3. К таким характеристикам профиля как Sm, Sp, Sv, Rmax следует относиться с особой осторожностью из за их недостаточного точного усреднения.
4. Даже 36 достаточно длинных трасс равномерно расположенных по периметру катанки не позволяют получить достоверную информацию о средних значениях параметров Ra, Rq ,Qа ,Qq ,так как формирование микротопографии поверхности по периметру катанки является сильно нестационарным процессом.
Поэтому для подобных исследований принимается следующая методика:
- по одной образующей катанки снимаются две профилограммы в области обработки щетками и вне этой области. Количество этих образующих берётся равным 4¸8 ( или шаг по периметру катанки 10о ¸ 5о );
- микротопография поверхности характеризуется параметрами Ra, Rq ,Qа ,Qq.
Данная методика позволит уменьшить как случайную погрешность измерений, так и погрешность, обусловленную нестационарностью микротопографии по периметру катанки. Количество трасс в области обработки и вне этой области берётся одинаковым и минимально возможным (от 4 до 8 при L=20мм).
Результаты данного исследования можно использовать при разработке технологий получения регламентированной микротопографии поверхности катанки.
Профилограмма необработанной поверхности
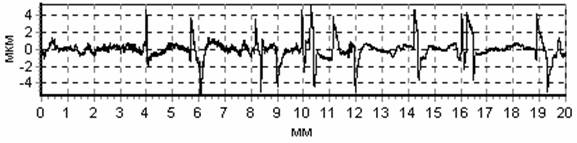
Параметры:
Высотные, мкм: Ra = 0,71; Rq = 1,17; Rр = 5,32; Rv = -5,54; Rmax = 10,9.
Шаговые, мкм: Sm = 176; Sp = 52,2; Sv = 52,2.
Смешанные: tg|Q| = 0,0676; tgQ = 0,12.
Профилограмма обработанной поверхности
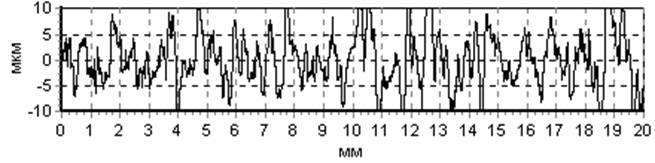
Параметры:
Высотные, мкм: Ra = 3,89; Rq = 4,84; Rp = 10,1; Rv = -10; Rmax = 20,2.
Шаговые, мкм: Sm = 373; Sp = 91,3; Sv = 91,4.
Смешанные: tg|Q| = 0,139; tgQ = 0,178.
Рисунок 3- Характеристики поверхности при «жесткой»
обработке щеточным инструментом
 Профилограмма необработанной поверхности
Профилограмма необработанной поверхности
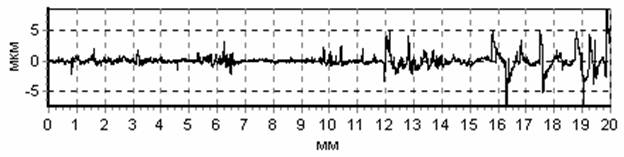
Параметры:
Высотные, мкм: Ra = 0,631; Rq = 1,19; Rp = 8,63; Rv = -7,63; Rmax = 16,3.
Шаговые, мкм: Sm = 151; Sp = 78,6; Sv = 78,5.
Смешанные: tg|Q| = 0,098; tgQ =0,158.
Профилограмма обработанной поверхности
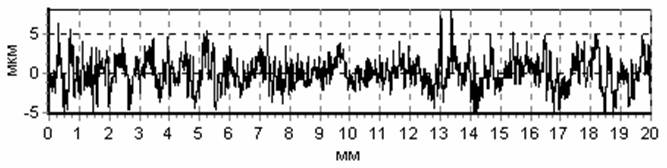
Параметры:
Высотные, мкм: Ra = 1,49; Rq = 1,89; Rp = 8,1; Rv = -5,2; Rmax = 13,3.
Шаговые, мкм: Sm = 126; Sp = 48,1; Sv = 48,1.
Смешанные: tg|Q| = 0,136; tgQ = 0,166.
Рисунок 4- Характеристики поверхности при «мягкой» обработке щеточным инструментом
Литература
1. Платов С.И., Терентьев Д.В., Морозов С.А. Способы получения требуемого микрорельефа поверхности заготовки для волочения // Труды четвертого конгресса прокатчиков (Магнитогорск, 16-19 октября 2001) – Т.1 – М.: АО «Черметинформация». 2002. – С.184-185.
2. Коковихин Ю.И., Белалов Х.Н., Пинашина В.А. Подготовка поверхности металла к волочению: Учебное пособие. – Свердловск: УПИ, 1980.-96 с.
3. Исследование толщины смазочного слоя при волочении / Грудев А.П., Должанский А.М., Бородавкин И.Т., Сигалов Ю.Б. // Изв. Вузов. Черная металлургия.-1984.-№8.-С.61-63.
4. Должанский А.М. Теоретический учет влияния шероховатости на захват сухой смазки при волочении // Изв. Вузов. Черная металлургия. – 1997.-№7.-С.34-37.
5. Анцупов В.П. Теория и практика плакирования изделий гибким инструментом: Монография. Магнитогорск: МГТУ им. Г.И. Носова. – 1999. 241 с.
6. Анцупов В.П., Белов В.К., Савельев В.Б. Исследование параметров поверхностного слоя при деформационном плакировании гибким инструментом // Трение и износ. - 1995.- №5, т.16. – С.912-916.
7. Белов В.К., Леднов А.Ю. Автоматизированный комплекс для исследования микротопографии поверхности – АКИМП // Автоматическое управление металлургическими процессами: Межвуз. сб. научн. тр. – Магнитогорск, 1996. – С.79-85.
8. Belov V.K., Lednov A.Yu. On new investigation methods of sheet surface microtopography received after metal forming. Journal for technology of plasticity.-Vol.23, 1998, №1-2, Novi Sad. – P. 87-94.
9. Белов В.К. Регламентация микротопографической поверхности прокатной продукции // Труды первого конгресса прокатчиков, М. – 1996. –С.142.
10. Белов В.К., Леднов А.Ю. О методике определения микротопографических характеристик поверхности листа // Прогрессивные процессы и оборудование металлургического производства: Материалы первой международной научно-технической конференции. – Череповец: ЧГУ, 1998. – С.74-75.