ПРИМЕНЕНИЕ НЕЛЕГИРОВАННОГО БЕЛОГО ЧУГУНА ДЛЯ ПОВЫШЕНИЯ ИЗНОСОСТОКОЙКОСТИ
Чибряков М.В., Корнева О.В., Бадин И.Н. (КемГСХИ, г.Кемерово, РФ)
In the article application of unalloyed white cast-iron as faced material for hardening cutting blade of soil cultivating tools is examined.
Почвообрабатывающий инструмент (лемехи плугов, стрельчатые лапы культиваторов и сеялок, др.), для обеспечения достаточного уровня прочности и вязкости изготавливают из углеродистой или низколегированной конструкционной стали с содержанием углерода от 0,45 до 0,75 %, с последующей термической обработкой – закалкой и отпуском. Это не обеспечивает достаточного уровня абразивной износостойкости в работе при контакте лезвия с почвой.
С целью повышения износостойкости режущей кромки рабочих органов почовобрабатывающих машин производят наплавку. В качестве наплавочного материала используют дорогостоящие материалы, например сормайт, высоколегированный чугун и другие материалы, содержащие в своем составе большое количество дефицитных легирующих элементов, таких как хром, никель, вольфрам. Добавка этих элементов резко увеличивает себестоимость изготовления инструмента.
Наплавка более дешевым материалом, таким как чугун осложнена образованием в структуре наплавленного слоя выделений графита, резко снижающих прочность и износостойкость. При этом в структуре только часть углерода связана в твердую и износостойкую составляющую - цементит. Поэтому при наплавке следует избегать графитообразования и стремиться к повышению содержания цементита в металлической основе чугуна.
В результате ранее проведенных исследований [1] разработаны различные способы получения нелегированного белого чугуна. При последующем расплавлении и охлаждении данного чугуна в результате наплавки в структуре не происходит графитообразования.
Нами в качестве наплавочного материала использовался нелегированный белый чугун, полученный способом термоциклирования [1]. Его состав следующий в %: 3,8-4,2 С, 0,75 Si, 0,24 Mn, 0,08 S, 0,08 P, остальное – Fe.
Из данного чугуна путем заливки в металлические формы были получены электроды, которыми наплавлялись лемехи плугов, стрельчатые лапы электродуговым способом. Металлографический анализ наплавленного слоя выявил микроструктуру белого чугуна и показал отсутствие выделений графита.
Наплавка режущих кромок лемехов производилась с тыльной стороны, а геометрическое построение рисунка велось двумя способами (рис.1).
При первом способе лемех наплавлялся сплошной полосой шириной 25-30 мм с уширением к носовой части (рис.1, а).
Второй способ наплавки (рис. 1, б) заключался в нанесении отдельных полос на высоту 25-30 мм с расстоянием между ними 25-30 мм. Данный способ наплавки необходим для того, чтобы при полевых испытаниях после определенной наработки на ненаплавленной рабочей кромке образовывались выемки, а кромка с наплавленным слоем представляла зубцы. Таким образом, основа, представленная сталью, подвергается большему абразивному изнашиванию, а наплавленный слой - меньшему. В итоге лемех будет представлять прототип зубчатого, испытывающего меньшее удельное сопротивление [2].
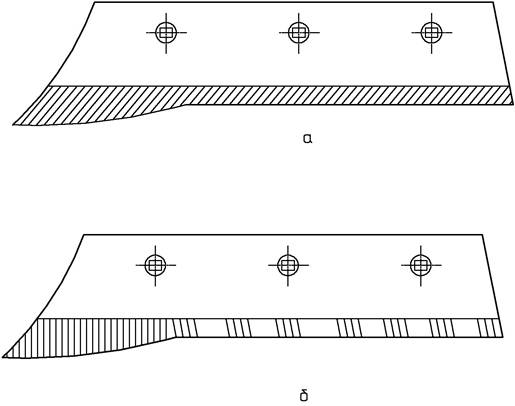
Рисунок 1 – Геометрическое построение рисунка наплавки
Наплавка стрельчатых лап производилась с внутренней стороны режущей кромки.
В результате наплавки увеличивается срок службы лемехов, стрельчатых лап культиваторов и других почвообрабатывающих инструментов.
Наплавленные лемехи и стрельчатые лапы проходят испытания в хозяйствах Кемеровской области. Промежуточные испытания показали следующие результаты. При вспашке поля в 200 гектар плугами ПЛН-4-35 (50 гектар на один лемех) и посеве посевным комплексом «Кузбасс-8,5» (30 гектар на одну стрельчатую лапу) образцы, как наплавленные сормайтом, так и нелегированным белым чугуном показали одинаковые результаты в износе. Полевые испытания будут продолжены.
Литература
1. Афанасьев В.К., Айзатулов Р.С., Кустов Б.А., Чибряков М.В. Прогрессивные способы повышения свойств доменного чугуна. – Кемерово: Кузбассвузиздат, 1999. – 258с.
2. Сидоров А.И. Восстановление деталей машин напылением и наплавкой. – М.: Машиностроение, 1987. – 192 с.