НАПРЯЖЕНИЯ И ДЕФОРМАЦИИ В ПОКРЫТИЯХ Ni-Al
НА СТАЛЬНОЙ ПОДЛОЖКЕ ПРИ ИНДУКЦИОННОЙ ОБРАБОТКЕ
STRESSES AND STRAINS IN NI-AL-COATINGS ON STEEL SUBSTRATE UNDER INDUCTION TREATING
Щукин В.Г., Марусин В.В. (Институт теоретической и прикладной механики им. С.А. Христиановича СО РАН, Новосибирск, Россия)
Schukin V.G., Marusin V.V. (Khristianovich Institute of Theoretical and Applied Mechanics, SB RAS, Novosibirsk, Russia)
Представлены результаты численного моделирования напряженно- деформированного состояния стальной подложки с нанесенным покрытием из частиц никеля и алюминия при воздействии высококонцентрированного электромагнитного поля. В модели учтено влияние образования в покрытии интерметаллидов на формирование полей напряжений и деформаций.
Some results of numerical simulation of the stress-strain state of a steel substrate with the coating from nickel and aluminum particles under effect of high-concentrated electromagnetic field are presented. Influence of intermetallics which can be generated in a coating on stress and strain fields is considered.
Ключевые слова: Ni-Al-покрытие, стальная подложка, интерметаллиды, индукционная обработка, численное моделирование
Key words: Ni-Al-coating, steel substrate, intermetallics, induction treating, numerical simulation
Интерметаллиды, в частности, алюминиды никеля, широко применяются на практике как жаростойкие и прочные покрытия на металлических деталях [1]. Особенно это касается такого соединения как NiAl, обладающего уникальным сочетанием прочностных свойств и коррозионной стойкости при высоких температурах [2]. Методы синтеза этих фаз различны: термическая обработка исходной шихты, метод самораспространяющегося высокотемпературного синтеза (СВС) и др. [3].
Предметом исследования в данной работе является синтез алюминидов никеля при непрерывном индукционном высокоэнергетическом нагреве стальной подложки, на которую предварительно методом холодного газодинамического напыления нанесено исходное покрытие, состоящее из частиц Ni и Al. Моделирование всего процесса требует решения трех задач, в общем случае взаимосвязанных: а) тепловой, в результате решения которой определяются температурные поля в любой момент времени; б) металлургической, позволяющей на основе решения тепловой задачи моделировать изменения фазового состава в покрытии и подложке; в) механической, включающей в себя расчет эволюции напряженно-деформированного состояния детали с покрытием при данных условиях термических и фазовых нагрузок. Первые две проблемы исследовались авторами ранее для схемы индукционной обработки, позволяющей свести систему уравнений теплопроводности к двумерному варианту [4]. Рост либо растворение интерметаллидных соединений моделировался в предположении квазиравновесного диффузионного механизма послойного роста вокруг сферических частиц металлического никеля [5].
Важнейшим фактором, определяющим возможность использования покрытий определенных составов и выбор технологии их нанесения, является величина остаточных напряжений. Макронапряжения ( напряжения I рода) могут приводить к существенному формоизменению детали с покрытием и разрушению покрытия. Основной причиной возникновения остаточных напряжений являются различия в объемных изменениях подложки и покрытия, обусловленные неравномерным распределением температуры в системе покрытие-подложка, различием коэффициентов термического расширения и параметров кристаллических решеток покрытия и подложки, а также фазовыми и структурными превращениями, наличием в покрытии включений [6]. Использование для нанесения покрытий источников нагрева с высокой концентрацией энергии, таких как высокоэнергетический индукционный нагрев, позволяет формировать на поверхности изделия жидкометаллическую ванну малых размеров, что, в свою очередь, приводит к меньшей усадке покрытия и снижению остаточных напряжений, формирующихся в нем. Выявление основных закономерностей формирования остаточных напряжений в зависимости от структурно-фазового состояния покрытия Ni-Al после высокоэнергетической индукционной обработки начального покрытия, представляет значительный научно-практический интерес.
В работе численно исследована эволюция напряжений и деформаций в покрытии+стальная подложка с соотношением никеля к алюминию в покрытии, соответствующем стехиометрии на NiAl, при условии идеального теплового и механического контакта покрытия и подложки. Схема процесса индукционной обработки (частота генератора 440 кГц) приведена на рис. 1.
|
|
|
Рисунок 1- Схематичное изображение процесса и расчетной области |
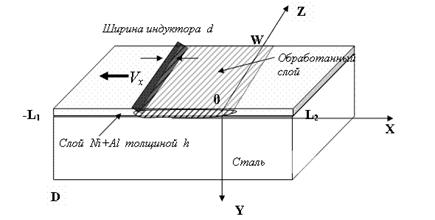
Поскольку длина рабочей зоны индуктора 2W много выше ее ширины d, то можно предположить, что градиенты деформаций и напряжений в направлении оси Z отсутствуют везде за исключением краев детали (z=±W). Поэтому для расчета напряжений в центральном поперечном сечении (z=0) применима модель плоской деформации.
Под многофазной понимается такая модель, в которой каждая фазовая компонента материала (покрытия либо стали) в процессе индукционной обработки подчиняется своим собственным определяющим соотношениям. Данная модель деформирования многофазных материалов базируется на законе локализации Тэйлора, который предполагает, что в гетерогенной среде с нелинейным поведением деформации в каждой фазе однородны. При таком подходе [7], который можно назвать микро-макроподходом, расчет начинается с поведения каждой отдельной фазы с последующим возвратом к макроскопическому поведению материала.
В соответствии с фазовой диаграммой в системе Ni-Al возможно образование четырех интерметаллических соединений: Ni3Al, NiAl, Ni2Al3 и NiAl3. Следовательно, для покрытия общее количество фаз (компонентов), принимая во внимание исходные фазы металлических никеля и алюминия, равно 6. Дополнительная, седьмая, компонента покрытия в области высоких температур - расплав алюминия с небольшим количеством растворенного никеля.
Непосредственное включение процессов расплавления-кристаллизации, в общем случае, приводит к слишком большому усложнению модели. Поэтому для упрощения моделирования использовалось представление жидкой фазы как упругого несжимаемого тела с нулевым модулем сдвига [8]. Другое упрощение модели заключается в том, что в расчете термофазовых деформаций в ванне расплава (в которой сферические частицы никеля погружены в расплав алюминия) не учитывается изменение объема алюминия при плавлении-затвердевании. Иначе говоря, полагается, что избыточный объем при расплавлении алюминия вытесняется на поверхность покрытия, не внося какого-либо вклада в распределение полей напряжений и деформаций. Для стальной подложки (углеродистая сталь) число компонентов может достигать 5: феррит, цементит, аустенит, бейнит и мартенсит.
Положим, что обратным влиянием напряженного состояния детали с покрытием на распределение температуры в ней можно пренебречь. Тогда в квазистатической постановке решение несвязанной задачи термоупругопластичности для многофазного материала сводится к последовательному решению на каждом временном шаге системы уравнений, которые получаются подстановкой в уравнения равновесия в поперечном слое для макроскопических напряжений
![]()
соотношений, связывающих «микроскопические» напряжения в каждой фазе σij(n) с компонентами тензора «микроскопических» деформаций. Последние являются либо одинаковыми для всех фаз (полные деформации ε), либо характеризуют конкретную фазу (пластические, εp, и термофазовые, εtra, деформации).
Плоскодеформированное состояние в плоскости (x, y) характеризуется следующими ненулевыми компонентами тензоров напряжений и деформаций, соответственно:
![]()
Для образцов конечной ширины 2W можно ожидать, что деформация в центральном сечении εzz=f(x, y) ≠0. Задав ее параметрический вид, удовлетворяющий условиям совместности Сен-Венана, например, εzz=a+bx+cy, величину параметров a, b и c можно оценить из уравнений равновесия поперечного слоя в целом относительно осей X и Y.
Полагая для каждой фазовой n-компоненты как стали, так и покрытия, справедливость аддитивного разложения полной деформации ε на упругую εe, пластическую εp и термофазовую εtra составляющие, т.е.
![]() ,
,
то с учетом связи между деформациями и перемещениями (u, v) получаем, соответственно, для покрытия (k=1, 0≤y≤h) либо стали (k=2, h≤y≤D) следующую систему уравнений:

Многофазность материала учитывается в коэффициентах системы уравнений, которые равняются взвешенным по составу материала {fnk} коэффициентам Ляме λ и μ, а также сверткам последних с пластическими и термофазовыми компонентами тензоров деформаций:
и т.д. Коэффициенты системы уравнений зависят от распределения температуры в расчетной области в данный момент времени. В расчетах количества берущихся в расчет фаз в покрытии и стали принимались равными, соответственно, N1=7 и N2=4 (бейнит исключен).
В отличие от макроскопической модели, в которой определяющие соотношения задаются для материала в целом, причем полагается, что они будут справедливы во всем интервале температур и соотношений между отдельными фазами, при выбранном подходе не накладывается никаких ограничений на вид определяющих соотношений для отдельных фаз. В данной работе было принято, что пластическое течение для каждой n-фазы как покрытия, так и подложки, описывается уравнениями модели Боднера-Партома:
 (2)
(2)
т.е.
определяется интенсивностями напряжений, развиваемых в данной конкретной фазе
при известном поле полных деформаций, общем для всех фаз. Здесь ![]() - ij-компонента
тензора скоростей пластических деформаций для n-фазы,
- ij-компонента
тензора скоростей пластических деформаций для n-фазы, ![]() - девиаторные
напряжения, генерируемые в n-ой фазе.
- девиаторные
напряжения, генерируемые в n-ой фазе.
Деформации, вызываемые изменениями температуры либо фазового объема данной n-фазы, определяются обычным соотношением:
где αtn – коэффициент линейного расширения n-фазы, ΔT=T-T0, vn и v0 - удельный объем данной фазы в текущий момент времени и средний удельный объем материала в начальный момент времени, соответственно.
Краевые условия, а также условия сопряжения на границе раздела между покрытием и подложкой, которые должны выполняться в любой момент времени, записываются следующим образом:
![]() при
y=0 и y=D,
при
y=0 и y=D,
![]() при
x=-L1, (3)
при
x=-L1, (3)
u(x, y) =v(x, y) =0 при x=L2,

Конечный вид этих уравнений в перемещениях не приводится из-за громоздкости полученных выражений.
Расчеты проводились для режимов обработки покрытия с мольным соотношением Ni:Al=1 при удельных мощностях индукционной обработки 5, 6 и 7 кВт/см2 и скорости протяжки 4.5 и 7.2 см/с. Начальные объемные доли металлических никеля и алюминия в покрытии fNi=0.397 и fAl=0.603; интерметаллиды в начальный момент времени отсутствуют, как и расплав: fNi3Al= fNiAl= fNi2A3l= fNiAl3= fраспл =0. Предварительные расчеты показали, что в выбранном диапазоне мощности фазовые превращения в стали становятся заметными за времена порядка сотен миллисекунд только при нагреве значительно выше 1000 0С. Поэтому ниже полагается, что состав подложки (сталь 45) на протяжении всего процесса неизменен: fцем=0.067, fферр=0.93. Значения параметров пластического поведения отдельных компонентов покрытия и стали, т.е. Kn, Dn и pn в (2), были определены по доступным в литературе зависимостям соответствующих пределов текучести от температуры.
Полная система уравнений (1)-(3) решалась на каждом шаге по времени (Δt=1 мс) методом конечных разностей при следующих параметрах расчетной области: L1=40 мм, L2=20, D=10 мм, d=3 мм, h=150 мкм, шаги конечно-разностной сетки Δx=100 мкм, Δy=30 мкм.
Результаты моделирования приведены на рисунках 2- 4. Эволюция макроскопических напряжений совместно с динамикой нагрева-охлаждения и кинетикой образования интерметаллидов в точке поверхности покрытия, которая прошла через весь цикл нагрева до 1000 оС и охлаждения до 220 оС, показана на рис. 2. При этом режиме обработки доля никеля снижается примерно в два раза: с начального значения 0.397 до 0.199. Как растворение частиц металлического никеля, так и образование алюминидов, происходит в области расплава алюминия (T>Tm Al=660 оС), за время порядка 0.5 с. К моменту появления расплава продольные сжимающие напряжения на поверхности покрытия Σxx и Σzz, пройдя через экстремумы около 100-120 МПа, значительно ослабляются за счет пластической деформации покрытия, соответственно, до 100 и 60 МПа. При появлении расплава сжимающие напряжения резко сменяются на растягивающие (Σxx=76 МПа, Σzz=2 МПа), но по мере дальнейшего повышения температуры за счет термического расширения в покрытии генерируются сжимающие напряжения порядка 30-60 МПа.
|
|
|
Рисунок 2 - Изменение во времени температуры, компонентов тензора напряжений и фазового состава на поверхности покрытия (y=0, x=-2 мм) W=7 кВт/см2, Vx=7.2 мм/с |
При снижении температуры картина меняется на противоположную: термическая усадка способствует возникновению значительных растягивающих напряжений (около 120 МПа), последующее затвердевание расплава алюминия приводит к интенсивной генерации сжимающих напряжений порядка 150 МПа. По мере охлаждения покрытия ниже точки Tm Al происходит постепенный рост растягивающих напряжений вплоть до Σxx=120 и Σzz=150 МПа на конечной стадии (расчет был ограничен моментом времени 2 с).
|
|
|
Рисунок 3 - Изменение по толщине детали с покрытием компонентов тензора напряжений в момент времени t=2 сек при x=-2 мм S=(∑xx+∑yy+∑zz)/3 W=7 кВт/см2, Vx=7.2 мм/с
|
Результирующие распределения напряжений по толщине покрытия и подложки приведены на рис. 3. Как видно, максимальные растягивающие напряжения генерируются вблизи границы раздела покрытие-подложка (показана вертикальной пунктирной линией) со стороны подложки. Их величина достигает 120 (Σxx) и 270 МПа (Σzz). В покрытии растягивающие напряжения значительно ниже: 90 и 150 МПа, соответственно. Величина поперечных напряжений Σyy, как и напряжений сдвига Σxy , незначительна по всей толщине.
Расчеты показали, что зависимость между уровнями напряжений и деформаций и фазовым составом покрытия носит сложный, неоднозначный характер. Это связано со сложной картиной поля перемещений в тонком слое, поскольку по градиентам последних рассчитываются поля деформаций и напряжений. На рис. 4 приведены зависимости между уровнем установившихся растягивающих напряжений в покрытии и остаточной долей металлического никеля Niтв, т.е. никеля, неизрасходованного на образование интерметаллидов. Исходная величина Ni0тв=0.397. Значения Niтв в зависимости от удельной мощности W=5…7 кВт/см2 и скорости протяжки Vx=4.5…7.2 мм/с лежат в диапазоне от Niтв =Ni0т в до Niтв =0.08.
|
|
|
|
Рисунок 4 – Продольные напряжения на поверхности покрытия (а) и на границе раздела покрытия с подложкой (б) в конце цикла обработки в зависимости от доли оставшегося никеля при скорости протяжки Vx=4.5 (1, 2) и 7.2 мм/с (1*, 2*) ∑xx: 1, 1* (сплошные линии); ∑zz : 2, 2* (пунктир) |
|
По мере перехода к режимам с наибольшей степенью растворения никеля растягивающие напряжения на поверхности возрастают в среднем примерно на 40 МПа: от 100-120 до 130-170 МПа. На границе покрытия с подложкой уровень растягивающих напряжений выше и может достигать 200 МПа. Вместе с этим растет различие в величине напряжений в различных направлениях. Как видим, напряжения вдоль оси 0Z, направленной вдоль оси рабочей зоны индуктора, существенно выше напряжений по оси 0X, параллельной направлению движения индуктора, по крайней мере, в интервале средних значений Niтв.
Список использованных источников
1. Darolia R. NiAl Alloys for high temperature structural applications// J. Met. 1991. V.43, N3. P. 44-49.
2. B.D. Khina, B. Formanek. Modeling Heterogeneous Interaction during SHS in the Ni–Al System: A Phase-Formation-Mechanism Map// Int. J. Self-Propagating High-Temperature Synthesis. 2007. V. 16, N2. P. 51–61.
3. O.V. Lapshin, V.E. Ovcharenko, E.N. Boyangin. Thermokinetic and Thermal-Physics Parameters of High-Temperature Synthesis of Intermetallide Ni3Al by Thermal Shock of a Powder Mixture of Pure Elements // Combustion, Explosion, and Shock Waves. 2002. V.38, N4. P. 430-434.
4. Щукин В.Г., Марусин В.В. Синтез алюминидов никеля на стальной подложке при высокоэнергетической индукционной обработке // Новые материалы и технологии в машиностроении. Вып.10. - Брянск: БГИТА, 2009. - С. 140-150.
5. Щукин В.Г., Марусин В.В. Моделирование роста интерметаллидных фаз при индукционной обработке Ni-Al покрытий на стали // Докл. IV Всеросс. конф. «Взаимодействие высококонцентрированных потоков энергии с материалами в перспективных технологиях и медицине». - Новосибирск: Параллель, 2011. - С. 356-360.
6. Барвинок В.А. Управление напряженным состоянием и свойства плазменных покрытий. - М.:Машиностроение, 1990.- 384 с.
7. Coret M., Combescure A. A mesomodel for the numerical simulation of the multiphasic behaviour of materials under anisothermal loading // Int. J. Mech. Sci. 2002. Vol. 44. P. 1947-1963.
8. Галанин М.П., Гузев М.А., Низкая Т.В. Разработка и реализация вычислительного алгоритма для расчета температурных напряжений, возникающих при нагреве металла, с учетом фазовых переходов // Препр. Ин-та прикл. матем. им. М.В. Келдыша PAH. - 2005. - № 139.- 19 с.