ИНДИВИДУАЛЬНЫЙ РАСКРОЙ БРЕВЕН НА РАДИАЛЬНЫЕ ПИЛОМАТЕРИАЛЫ ДЛЯ КЛЕЕНЫХ БРУСЬЕВ
Янушкевич А.А., Ларченко А.В., Чернявский Е.А. (БГТУ, г.Минск, РБ)
Yanushkevich A.A., Larchenko A.V., Charniauski Y.A. (Belarusian State Technological University)
Рассмотрены вопросы по индивидуальному раскрою бревен на радиальные пиломатериалы для клееных брусьев. Выполнены теоретические исследования по определению зон радиальности бревен и объемного выхода досок при распиловке на круглопильных станках с угловым расположением пил. Приведены результаты производственных распиловок бревен на станке «Барс – 1А». Установлена взаимосвязь между фактическим и расчетным выходом досок.
The results of studying the processes of individual cutting logs on radial lumber for glued laminated timber. Theoretical researches on definition of radial zones of logs and volume output planks when cutting with a circular saw with angular arrangement of saws. The results of the machine manufacturing cutting on "Bars - 1A". The relationship between the actual and calculated boards output.
Ключевые слова: бревно, индивидуальный раскрой, радиальные доски, объемный выход, круглопильные станки, клееный брус.
Key words: log, individual cutting, radial boards, output capacity, circular saws, glued timber.
Пиломатериалы радиальной распиловки отличаются повышенной формоустойчивостью. Они меньше подвергаются короблению в процессе сушки и при изменении условий эксплуатации изделий, из них изготовленных [1].
Благодаря этим свойствам радиальные пиломатериалы широко используются в изготовлении материалов из массивной древесины – клееных щитов и брусьев, которые в свою очередь нашли применение в производстве мебели и столярно-строительных изделий, а также в деревянном домостроении [2].
Технологический процесс изготовления клееных брусьев начинается с раскроя бревен на пиломатериалы. В последнее время наряду с другим оборудованием для распиловки бревен на радиальные пиломатериалы широко применяются круглопильные станки с угловым расположением пил [3]. Распиловка на них осуществляется двумя пилами, расположенными в вертикальной и горизонтальной плоскостях, или одной пилой, которая последовательно занимает вертикальное или горизонтальное положение.
При распиловке на этих станках обеспечивается индивидуальный подход с учетом размеров и геометрической формы бревен, т.е. не требуется предварительной сортировки сырья по диаметрам, что способствует снижению производственных затрат. При этом обеспечивается возможность быстрого изменения размеров выпиливаемых пиломатериалов с заданным расположением годичных слоев.
Применение углопильных станков исключает из технологического процесса операции продольной распиловки досок, т.к. при распиловке бревна получают пиломатериалы заданного поперечного сечения (бруски, ламели и т.п.). Это позволяет снизить себестоимость пилопродукции, т.к. нет необходимости приобретения и эксплуатации дополнительного оборудования (обрезных станков, конвейеров и т.п.). При этом полнее используется сбеговая зона бревна, т.к. из нее выпиливают заготовки меньшего сечения.
Радиальные доски характеризуются углом радиальности, который определяется между касательной, проведенной к годичному слою посередине ширины и толщины доски, и ее пластью.
Для производства клееных брусьев рекомендуется использовать пиломатериалы с углом радиальности 45˚ и более [2]. С учетом этого были определены зоны радиальности бревна [4,5] и составлены схемы распиловки бревен на радиальные пиломатериалы для клееных брусьев на круглопильных станках с угловым расположением пил.
В качестве примера на рисунке 1 приведены схемы раскроя бревен диаметром 40, 42, 44 см.
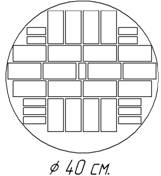
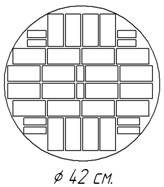
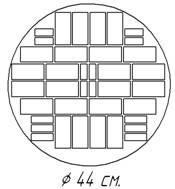
Рисунок 1 – Схемы раскроя бревен диаметром 40,42,44 см
В результате выполненных теоретических исследований по раскрою бревен диаметром 24-44 см, длиной 5 м на радиальные пиломатериалы для клееных брусьев была установлена зависимость объемного выхода досок от диаметра бревна (рисунок 2). Из графиков видно, что объемный выход радиальных досок составляет 31-54%, а общий объемный выход – 50-61%.
Снижение объемного выхода досок из бревен отдельных диаметров объясняется «узкой» спецификацией выпиливаемых досок (только два-три размера поперечного сечения). При этом не достигается полное использование радиальных зон бревна, т.к. их размеры не кратны размерам поперечного сечения досок.
Таким образом, объемный выход зависит от размеров бревен и выпиливаемых досок, и от того, насколько полно они вписываются в размеры радиальных зон бревна. С изменением размеров досок и бревен может изменяться и объемный выход. Поэтому расчетный выход досок следует определять с учетом конкретных условий.

Рисунок 2 – Зависимость объемного выхода досок от диаметра бревен
При теоретических исследованиях раскроя форма бревна принимается за усеченный конус, а поперечное сечение – за круг. Фактическая форма и размеры бревен не всегда совпадают с расчетными, поэтому при распиловке возможны отклонения фактического объемного выхода пиломатериалов от расчетного.
Для нормирования расхода сырья по расчетному выходу необходимо установить взаимосвязь между фактическим и расчетным выходом досок при распиловке бревен на углопильных станках.
С целью установления фактического выхода досок были проведены опытные распиловки бревен в производственных условиях. Распиливались бревна диаметром 34-40 см на заготовки для клееного бруса и для погонажных изделий на круглопильном станке «Барс-1А».
В результате обработки опытных данных была
установлена взаимосвязь между фактическим объемным выходом досок зф
и расчетным выходом зр, т.е. определен коэффициент ![]() .
.
Статистический анализ опытных данных позволил установить среднее значение коэффициента К и подтвердить достоверность полученных результатов. Согласно анализу установлена взаимосвязь между фактическим и расчетным выходом досок, т.е. зф=0,93зр.
Установленная взаимосвязь может быть положена в основу определения нормативного выхода пиломатериалов.
Разработанные рациональные схемы распиловки бревен на заготовки для клееных брусьев можно использовать в производственных условиях.
Список использованных источников
1. Уголев, Б.Н. Древесиноведение и лесное товароведение: учебник/Б.Н.Уголев. – М.: МГУЛ, 2007. – 351 с.
2. Волынский, В.Н. Первичная обработка пиломатериалов на лесопильных предприятиях/В.Н.Волынский, С.Н.Пластинин. – М.: ООО «Риэл-Пресс», 2005. – 255 с.
3. Ветшева, В.Ф. Перспективность пиления лиственницы на станке «Барс – 1А» в условиях Сибири/В.Ф.Ветшева, Н.А.Аксеновская // Деревообрабатывающая промышленность, 2004. - №6. – с.19-20.
4. Батин, Н.А. К составлению поставов на выпиловку радиальных пиломатериалов/Н.А.Батин, А.А.Янушкевич//Механическая технология древесины: респ. межвед. сб. – Минск, 1971. – Вып.1. – с.3-5.
5. Янушкевич, А.А. Технология лесопильного производства: учебник/ А.А.Янушкевич. – Минск: БГТУ, 2010. – 330 с.