МЕТОДИКА ЭКСПЕРИМЕНТАЛЬНОГО ПРОГНОЗИРОВАНИЯ ЧИНОЧНЫХ СВОЙСТВ КАРАНДАШЕЙ ИЗ КЛЕЕНОЙ ДОЩЕЧКИ
THE PENCILS FROM GLUED WOOD. THE FORECASTING METHOD OF PENCIL'S SHARPENING PROPERTIES
Гороховский А.Г., Шадрина Е.В. (УГЛТУ, г. Екатеринбург, РФ)
Gorohovskiy A.G., Shadrina E.V. (The Ural State Forestry Engineering University, Ekaterinburg, Russia)
В статье описана экспериментальная методика прогнозирования чиночных свойств карандашей, изготовленных из клееной дощечки. Новая конструкция дощечки представляет собой клееный материал, который состоит из 4 листов модифицированного шпона с продольным направлением волокон. Целью модификации шпона является размягчение древесины.
The article describes a forecasting method of pencil's sharpening properties. The new construction of laminated plate is a material that consists of 4 sheets of modified veneer. The aim of modification is the softening of the wood veneer.
Ключевые слова: чиночные свойства, клееная дощечка, модифицированный, шпон, размягчение
Keywords: sharpening properties, laminated plate, modified, veneer, softening
Хорошие чиночные свойства деревянного карандаша определяют легкость его заточки. В свою очередь при производстве карандашей на достижение требуемых чиночных свойств оказывает влияние три фактора:
1. Выбор породы древесины (из отечественных пород это в основном кедр, а также ольха и липа);
2. Определенные свойства древесины [1] (легкость, прямослойность, мягкость, прочность, малая гигроскопичность и др.);
3. Наличие в технологическом процессе производства операции термической обработки древесины в жидком теплоносителе с целью ее пластифицирования.
В России основной породой для производства карандашей является легкая, мягкая и прочная древесина кедра (сибирской сосны). В традиционной технологии производства предусмотрены операции обработки карандашных полуфабрикатов (дощечек) аммиачной водой и острым паром (для выщелачивания смол и размягчения древесины) и пропитки горячим парафином (для придания карандашному полуфабрикату требуемой влагостойкости) [1]. Отработанная многими годами технология дает на выходе качественные полуфабрикаты, из которых получаются карандаши с отличными чиночными свойствами.
Предлагаемая нами новая технология карандашных дощечек для производства не менее качественных деревянных карандашей направлена на сбережение ценнейшей древесины кедра и увеличение полезного выхода карандашей из исходного сырья.
Для достижения данной цели нами предлагается изменить саму конструкцию дощечки – выполнить ее слоистой из листов лущеного шпона, склеенных с одинаковым продольным направлением волокон древесины [2]. В качестве сырья мы выбрали березу как распространенную породу для производства шпона.
Учитывая требования к теплоносителю (экологичность, термическая стабильность, низкая вязкость, химическая инертность к древесине) для операции термической модификации древесины было принято решение использовать органический теплоноситель (минеральное масло) [2].
Для склеивания модифицированного шпона в карандашный полуфабрикат использовался нетоксичный, недорогой клей на основе ПВАД, создающий прочный, прозрачный и пластичный клеевой слой.
Для того чтобы прогнозировать чиночные свойства карандашей, изготовленных из клееных дощечек новой технологии, необходимо провести испытания цельных кедровых и клееных березовых карандашных дощечек на усилие резания, провести сравнительный анализ полученных результатов и выбрать оптимальный режим модификации березового шпона и склеивания дощечки.
Описание методики испытаний
Модификация шпона в масле и его склеивание в карандашные полуфабрикаты проводилось на базе кафедры Древесиноведения и специальной обработки древесины Уральского государственного лесотехнического университета. Все испытания по резанию дощечек проводились на кафедре Станков и инструментов УГЛТУ.
|
Рисунок 1 – Установка для элементарного резания на базе фрезерного станка НГФ-110 ШН |
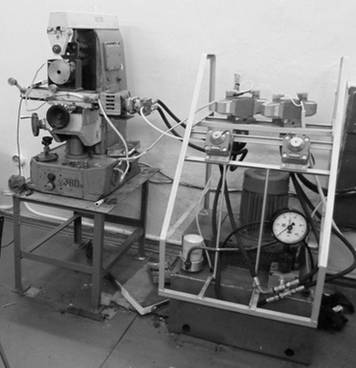
Для прогнозирования чиночных свойств карандашей из клееной карандашной дощечки использовалась экспериментальная установка для элементарного резания на базе фрезерного станка (рис. 1).
Форма образца клееной карандашной дощечки представлена на рис. 2.
|
Рисунок 2 – Форма образца карандашной дощечки для строгания
|

Образцы дощечек строгались под углом 30° к направлению волокон. Выбор данного угла при строгании объясняется тем, что при заточке будущего карандаша образуется поверхность конуса, и угол заострения составляет около 30°. При строгании под данным углом все образцы находятся практически в одинаковых условиях: учитывается слой упрессованного модифицированного шпона, клеевой слой и наибольший угол заточки будущего карандаша, поэтому мы имеем возможность максимально проследить изучаемую закономерность.
Испытания проводились в следующей последовательности:
1. подготовленная для опытов дощечка размерами 100*30*T мм закреплялась неподвижно на тензометрическом датчике по отношению к режущему инструменту;
2. производилось несколько предварительных резов для спрямления кромки дощечки;
3. индикатором регулировалась толщина снимаемой стружки;
4. производилось три реза одной дощечки; количество дощечек, соответствующих определенному режиму модификации шпона и его склеивания, составляло 5.
Резание производилось при следующих угловых параметрах:
|
Угол заточки резца: |
40 ° |
|
Радиус заострения резца: |
5-15 микрон |
|
Угол установки резца в держателе к направлению резания: |
50 ° |
|
Угол перерезания волокон: |
30 ° |
|
Задний угол: |
15 ° |
Перед испытанием карандашных дощечек на сопротивление усилию резания проводилось тарирование динамометра, необходимое для определения масштаба записи сил.
Принцип работы установки элементарного резания древесины следующий: образец клееной карандашной дощечки закреплялся на измерительном тензо-стакане (рис. 3), на котором наклеены тензорезисторы в горизонтальной и вертикальной плоскости.
|
Рисунок 3 – Измерительный стакан с тензорезисторами |
Рисунок 4 – Положение резца к образцу дощечки при резании |


С помощью гидродвигателя суппорт перемещал измерительный стакан и образец дощечки относительно неподвижно закрепленного резца (рис. 4), который резал данный образец и снимал элементарную стружку.
Тензоизмерительный стакан передавал электрический сигнал, пропорциональный воспринимаемым деформациям, через усилитель и устройство оцифровывания сигнала в нэтбук. Далее в программной среде «Labview» отображались силы резания.
Толщина стружки устанавливалась путем вертикального перемещения суппорта и вращения лимба с ценой деления 0,025 мм, регулировалась индикатором и составляла 0,3 мм (12-15 делений лимба). Скорость резания дощечки составляла 0,7-0,8 м/мин.
При резании возникают силы, деформирующие тензоизмерительный стакан. Наклеенные на стакан тензорезисторы, соединенные по полномостовой схеме, изменяют свое сопротивление, происходит смещение моста и появляется электрический потенциал в измеряемой диагонали моста. Этот потенциал усиливается специализированными усилителями платы усиления и согласования и передается на устройство NI USB 6009, где он оцифровывается и передается в виртуальный стенд, работающий в программной среде «Labview». Виртуальный стенд отображает в реальном времени входные сигналы в диапазоне от 0 до +5 В, отфильтрованные сигналы - в диапазоне от 0 до +5 В. Отфильтрованные сигналы переводятся в единицы измерения мН. Все сигналы записываются на жесткий диск компьютера в файл измерений. Сигналы, записанные на жесткий диск нэтбука в виде текстового файла (.lvm) переводился в документ Ms Excel (.xlsx), в котором велись дальнейшие расчеты и построение графиков (рис. 5).
В исходных программных данных было задано условие: фиксировать 100 измерений в секунду. При скорости резания 0,7-0,8 м/мин. и длине прохождения резца по образцу дощечки, равной 30-35 мм, количество измерений по одному образцу составляло около 250. Для более точных расчетов величин удельного усилия резания дощечек была рассмотрена разница 100 средних значений горизонтальной составляющей силы резания рабочего и холостого ходов, отнесенная к произведению толщин дощечки и срезаемой стружки.
|
Ряд 1 – горизонтальная сила резания (Fx, мН), Ряд 2 – вертикальная сила резания (Fy, мН)
Рисунок 5 – Составляющие силы резания |


Причем при определении средних величин горизонтальной составляющей силы резания на рабочем ходу значения, характеризующие врезание резца в образец и его выход из образца не учитывались.
Удельное усилие резания карандашной дощечки рассчитывалось по формуле 1 [3]:
 (1)
(1)
где (Fх рх - Fх рх ) - разность 100 средних значений горизонтальной составляющей силы резания на рабочем и холостом ходах, а*в - соответственно толщина и ширина срезаемого слоя, мм2.
Сравнительный анализ результатов испытаний
Результаты испытаний по определению значений удельного усилия резания (F, Н/мм2) образцов карандашных дощечек представлены на рис. 6.
|
удельное усилие резания клееной карандашной дощечки, Н/мм2 |
|
|
|
|
Продолжительность модификации шпона в масле, мин. |
|
|
|
а. |
|
|
Удельное усилие резания клееной карандашной дощечки, Н/мм2 |
|
|
|
|
Продолжительность модификации шпона в масле, мин. |
|
|
|
б. |
|
|
Удельное усилие резания клееной карандашной дощечки, Н/мм2 |
|
|
|
|
Продолжительность модификации шпона в масле, мин. |
|
|
|
в. |



Рисунок 6 – Зависимость значений удельного усилия резания клееных дощечек от продолжительности модификации шпона при давлении прессовании:
а. 0,6 МПа; б. 0,8 МПа; в. 1 МПа
Выводы:
1. Результаты испытаний подтверждают возможность получения клееных дощечек из модифицированного шпона березы, из которых можно изготовить карандаши с чиночными свойствами на уровне или выше контрольных (кедровых). Это обусловлено размягченным состоянием шпона после модификации и применением холодного способа склеивания с минимальными показателями упрессовки.
2. Приведенная методика позволяет достаточно точно прогнозировать чиночные свойства карандашей, изготовленных из клееных слоистых дощечек.
3. Приведенная методика упрощает снятие показаний резания и их перенос в другие программы для статистической обработки и построения графиков.
4. Режимные параметры модификации шпона и склеивания дощечки для обеспечения хорошими чиночными свойствами будущих карандашей:
ü при давлении прессования 0,6 МПа: 140°С (1-2 мин.); 200°С (1-2 мин.);
ü при давлении прессования 0,8 МПа: 180°С (0,5-2 мин.); 200°С (0,5-2 мин.); 160°С (2-3 мин.);
ü при давлении прессования 1 МПа: 160°С (2-3 мин.); 180°С (1-2 мин.); 200°С (0,5-2 мин.).
Список использованных источников
1. Бобрикова Т.И., Ершов Д.П. Производство карандашей [Текст]/ Т.И. Бобрикова, Д.П. Ершов. - Томск: Западно-Сибирское книжное издательство, 1975. – 217 с.
2. Дружинин А.В., Шадрина Е.В. Способ получения карандашной дощечки. Патент на полезную модель № 100757/ А.В. Дружинин, Е.В. Шадрина. – Москва, 2010. – 2 с.
3. Глебов И.Т. Резание древесины [Текст]/ И.Т. Глебов. – Екатеринбург: УГЛТУ, 2001. – 151 с.