ПРИМЕНЕНИЕ ЭФФЕКТОВ ПОВЫШЕННОЙ ПЛАСТИЧНОСТИ И СВЕРХПЛАСТИЧНОСТИ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р6М5 В ПРОМЫШЛЕННОСТИ ДЛЯ РАЗРАБОТКИ РЕСУРСОСБЕРЕГАЮЩЕЙ ТЕХНОЛОГИИ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ
Бурцева О.И., Гвоздев А.Е. (ТулГУ, г.Тула, РФ)
Application of the effects of increased ductility and superplasticity of highspeed steel Р6М5 in the industry.
Эффекты повышенной пластичности и сверхпластичности быстрорежущих сталей типа Р6М5 целесообразно использовать в промышленности при разработке металло- и энергосберегающих технологий термомеханической обработки.
На основе установленных закономерностей эффекта сверхпластичности и определения оптимальных режимов его проявления в быстрорежущих сталях типа Р6М5 разработана малопереходная ресурсосберегающая технология термомеханической обработки, защищенная патентами РФ, которая относится к процессам рационального природопользования.
Известно, что из-за низкого коэффициента использования металла и высокой трудоемкости многопереходной механической обработки, изделия инструментального производства из быстрорежущих сталей имеют высокую себестоимость. Кроме этого, данные стали являются весьма дорогими материалами. Сталь Р6М5 дороже коррозионно-стойкой хромоникелевой стали типа Х18Н10 более, чем в четыре раза. В связи с этим повышение коэффициента использования металла и снижение трудоемкости и энергоемкости при получении быстрорежущего инструмента пластическим деформированием является важной задачей инструментальных производств.
Решение этой задачи возможно за счет создания ресурсосберегающих малопереходных технологий на основе сверхпластического деформирования (СПД).
Анализ деформационных и силовых схем получения заготовок дисковых резцов объемным деформированием показал, что наибольшие преимущества имеет силовая схема трехосного сжатия, которая сопровождается деформационной схемой сжатия (осадкой). Поэтому температурно-скоростные режимы получения заготовок разработаны на основе анализа рациональных температурно-скоростных областей деформирования и оптимальных условий сверхпластичности для осадки стали Р6М5.
Обработка стали Р6М5 в условиях сверхпластичности (СП) и повышенной пластичности (ПП) включает следующие основные операции:
а) подготовку исходных заготовок для деформирования (сталь Р6М5 поставляется после отжига с HB<255);
б) нанесение на заготовки защитно-смазочного покрытия из стеклографитовой смеси (80% кристаллического графита и 20% стекла №268 с размером не более 100 мкм) и его сушку (температура 150…200 оС); нагрев заготовок до температуры сверхпластичности;
в) загрузку в изотермический штамп и деформирование на гидравлическом прессе с регулируемой скоростью движения инструмента;
г) снятие защитно-смазачного покрытия;
д) контроль размеров заготовки, доделочные операции.
Учитывая то, что оптимальные температурно-скоростные режимы СПД стали Р6М5 попадают в интервалы температур и скоростей деформации, можно производить процесс деформирования регулированием скорости движения ползуна пресса в установленных границах VСПmin …VСПmax (таблица1).
Таблица 1- Рациональные температурно-скоростные интервалы сверхпластичности для осадки стали Р6М5
|
Марка стали |
Т, оС |
е, с-1 |
V, мм/с |
|
Р6М5 |
800 … 830 |
0,0020…0,0059 |
0,060…0,177 |
В оптимальных условиях СПД образец для получения заготовок металлорежущего инструмента из стали Р6М5 должен деформироваться на прессе при температуре 820 оС со скоростью деформации 0,003 с-1. Скорость деформирования при этом в зависимости от от степени деформации будет изменяться по закону, представленному на рис.1.
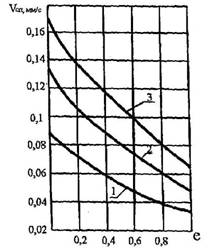
Рисунок 1 - Зависимость минимальной (1), средней (2) и максимальной (3)скоростей деформирования VСП от степени деформации е при осадке цилиндрических образцов из стали Р6М5 в условиях сверхпластичности
Заготовки резцов из стали Р6М5 получали в изотермическом штампе на гидравлическом прессе ПА 2634 усилием 2,5 МН с регулируемой скоростью движения ползуна пресса в пределах от 0,1 до 2 мм/с. Изотермический штамп и нагреватель смонтированы на прессе. Гидравлический пресс имеет систему водяного охлаждения.
Твердость заготовок дисковых резцов из стали Р6М5 после деформирования по указанным режимам не превышает их исходной твердости до деформирования.
Для подготовки структуры к СПД деформирование целесообразно проводить в две стадии. Первая стадия проводится при 770 оС со скоростью деформации 0,003 с-1, а вторая при температурах 830 оС с той же скоростью. Структура после первой стадии в стали Р6М5 получается полигонизованной с более дисперсной по отношению к исходному состоянию карбидной фазой. Это позволяет на второй стадии деформирования реализовать в материале повышенные ресурсы деформационной способности (не достигаемые на первой) и получать заготовки без разрушения.
При осадке стали Р6М5 в условиях СП сопротивление материала пластическому деформированию не возрастает, что проводит к снижению технологического усилия осадки примерно на 30% по сравнению с тем, которое реализуется при постоянной скорости деформирования. Численное моделирование процесса осадки образцов из стали Р6М5, выполненное с использованием метода конечных элементов, позволило установить закон нагружения, при котором поддерживается постоянная заданная скорость деформации в очаге пластической деформации и обеспечивается минимальное усилие процесса в течении всего периода деформирования.
При этом на боковой поверхности заготовок из стали Р6М5 не образуется трещин, приводящих к разрушению изделий. После деформирования в условиях СП заготовки дисковых резцов не имеют обезуглероженного слоя. Их твердость не превышает твердости до обработки. По сравнению с исходными состояниями они имеют более высокую дисперсность карбидной фазы в структуре и развитую межзеренную поверхность.
Мелкоблочная структура стали Р6М5 повышает прочностные и пластические свойства. СПД увеличивает дисперсность блочной структуры стали Р6М5.
Коэффициент использования металла возрастает до 0,85, усилие деформирования снижается на 30 %, температура нагрева заготовок уменьшается на 25…30 %, снижается окисление металла, повышается стойкость штамповой оснастки. Стойкость металлорежущего инструмента возрастает в 1,8…2,2 раза за счет измельчения зерна аустенита, повышения твердости и прочности стали на изгиб в 1,3…1,5 раза.
Необходимо отметить, что применение технологий СПД снижает вредное воздействие на природную среду за счет уменьшения выбросов, сопровождающих технологические процессы, и делает их экологически рациональными.
Таким образом, разработанный способ получения дисковых резцов из стали Р6М5 в условиях СПД является конкурентоспособным, малоотходным, ресурсосберегающим, экологически рациональным и экономически целесообразным.