К ВОПРОСУ УСТАЛОСТНОЙ ПРОЧНОСТИ УЗКИХ ЛЕНТОЧНЫХ ПИЛ И ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ
Спицын И.Н., Корчма И.С. (СибГТУ, г. Красноярск, РФ)
In article accounts of fatigue strength depending on a cutting speed and quantity of cycles stressing are presented. Also search of an optimum cutting speed depending on sawing conditions is presented.
Одним из вариантов оборудования для первичной переработки лесоматериалов являются ленточнопильные станки. На лесопильных предприятиях малой мощности используются ленточнопильные станки, основным недостатком которых является несоответствие толщины пилы диаметру шкивов, так как при изгибе ленточной пилы на шкивах возникает дополнительное напряжение в пиле. Поэтому стоит вопрос о стойкости инструмента.
Уровень показателей стойкости и надежности режущего инструмента определяется в первую очередь физико – механическими свойствами инструментального материала.
Одним из них является предел усталости. Это значит, что суммарное напряжение в пиле не должно превышать величины предела усталости. Феоктистов А.Е. предлагает формулу определения суммарных напряжений в ленточной пиле [1]:
![]() , (1)
, (1)
где ![]() - напряжение от сил натяжения;
- напряжение от сил натяжения;
![]() – напряжение от изгиба ленты на шкивах;
– напряжение от изгиба ленты на шкивах;
![]() – напряжение от центробежных сил;
– напряжение от центробежных сил;
![]() - напряжение от вальцовки;
- напряжение от вальцовки;
![]() - напряжение от нагрева полотна;
- напряжение от нагрева полотна;
![]() - напряжение от наклона шкивов;
- напряжение от наклона шкивов;
![]() - напряжение от сил резания.
- напряжение от сил резания.
В дальнейшем рассматривается некоторые из приведенных выше слагаемых напряжений.
В статике этим пределом является предел
текучести, но так как невозможно процесс пиления рассматривать в статике,
предел усталости ленточных пил при пилении будет гораздо меньше предела
текучести. По данным [2] величина предела усталости будет равна ![]() .
.
Предел усталости меняется в зависимости от количества циклов нагружений, которое в свою очередь зависит от скорости движения пильной ленты. Трубников И.И. дает рекомендации для определения предела усталости пил в процессе пиления для циклов нагружения 105 – 106.
По данным Трубникова И.И. при n= 105 – 106 циклов нагружений имеет место зависимость:
![]() (2)
(2)
или после преобразований получаем:
![]() . (3)
. (3)
Число перегибов пилы на шкивах за период работы Т (с):
![]() (4)
(4)
где Vг – скорость резания м/с (24, 30 , 36);
Т - время работы пилы с ;
L – длина пилы, м.
Напряжения от изгиба ленты на шкивах σиз, МПа, определяются зависимостью:
![]() , (5)
, (5)
где δ – толщина полотна пилы, мм, принимаем δ=1 мм;
D – диаметр пильных шкивов, мм, принимаем D =850 мм;
Е – модуль упругости 1 рода эвтектоидных сталей, Е = 210000 МПА.
На рисунке 1 представлен график расчета предела усталости при трех скоростях резания.
Диапазон взят с учетом опыта зарубежных и Российских специалистов. Из графика видно, что с увеличением времени работы пильной ленты предел усталости снижается. И с увеличение скорости наблюдается такая же зависимость. Это означает то, что либо нужно уменьшать время работы, либо снижать величину натяжения, что влечет за собой снижение скорости подачи по отклонению пилы.
![]()

Рисунок 1 – Зависимость предела усталости от скорости резания
Возникает вопрос об оптимальной скорости подачи. Для ее поиска использованы РТМ по определению режимов пиления ленточными пилами. [3]
Скорость подачи
по мощности ![]() , м/мин, определяем по формуле
, м/мин, определяем по формуле
![]() , (6)
, (6)
где Vг – скорость резания, м/с;
N – установленная мощность привода, кВт, N=18,5 кВт;
![]() - КПД привода,
- КПД привода, ![]() ;
;
![]() – коэффициент затупления зубьев,
– коэффициент затупления зубьев, ![]() ;
;
k – среднее давление передней грани зуба на стружку, кг/мм2, k=3,7 кг/мм2;
![]() – удельная сила сопротивления по задней
грани резца, кг/мм;
– удельная сила сопротивления по задней
грани резца, кг/мм;
![]() ;
;
![]() - интенсивность трения стружки о стенки
пропила, кг/мм2,
- интенсивность трения стружки о стенки
пропила, кг/мм2, ![]() =0,025 кг/мм;
=0,025 кг/мм;
![]() - температурный коэффициент,
- температурный коэффициент, ![]() =1,24;
=1,24;
H – высота пропила, мм;
![]() - шаг зубьев, мм;
- шаг зубьев, мм;
b – ширина пропила, мм, принимаем b=2,4 мм.
Скорость подачи
по отклонению пилы ![]() , м/мин, определяем по формуле
, м/мин, определяем по формуле
 , (7)
, (7)
B1 – ширина полотна пилы без зубьев, мм, принимать B=64 мм;
АP – коэффициент роста силы подачи от затупления зубьев АP =1,4;
n – коэффициент пропорциональности между касательной и нормальной силами резания, равный n=0,15 для острых зубьев;
L – расчетная свободная длина пилы на участке резания, определяется по формуле, L=800 мм;
c – поправочный коэффициент (на скорость подачи);
y – отклонение пилы от плоскости пропила, принимаем y=0,2 мм;
![]() - натяжение пилы, принимаем
- натяжение пилы, принимаем ![]() .
.
При с=1 и равенстве скоростей VsN и Vsy получаем значение оптимальной скорости резания
![]() , (8)
, (8)
Расчеты целесообразно представить в виде графика. График представлен на рисунке 2.
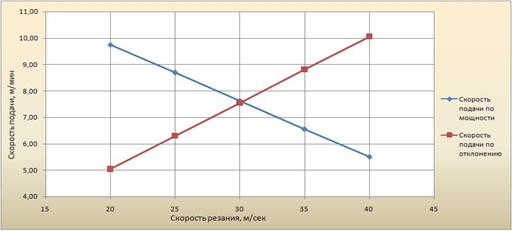
Рисунок 2 – Зависимость скорости резания от скорости подачи по мощности и отклонению пилы
На графике видно, что скорость подачи по мощности снижается с увеличением скорости резания, а скорость подачи по устойчивости возрастает, точка пересечения и является оптимальным значение скорости резания.
Одной из основных проблем при эксплуатации узких ленточных пил для распиловки бревен является вопрос величины натяжения пилы, который до сих пор не проработан.
Литература
1 Курс сопротивления материалов. Часть 1 [Текст]/ М.М. Филоненко – Бородич [и др.]. – М.: Государственное издательство технико – теоретической литературы, 1955. – 644 с.
2 Феоктистов, А.Е. Ленточнопильные станки [Текст]/ А.Е. Феоктистов – М.: Лесн. пром-сть, 1976. – 152 с.
3 Жернокуй, М.А., Руководящий технический материал. Режимы пиления на ленточнопильных станках [Текст]/ М.А. Жернокуй. - Красноярск: 1986. - 30 с.